Общий каталог Dormer Pramet 2016 - страница 356
Навигация
 Брошюра Dormer Pramet новинки 2021
Брошюра Dormer Pramet новинки 2021 Каталог Dormer Pramet фрезерование 2021 - 2022
Каталог Dormer Pramet фрезерование 2021 - 2022 Каталог Dormer Pramet обработка резьбы 2021 - 2022
Каталог Dormer Pramet обработка резьбы 2021 - 2022 Каталог оснастка Dormer Pramet 2016
Каталог оснастка Dormer Pramet 2016 Каталог Dormer Pramet обработка отверстий 2021 - 2022
Каталог Dormer Pramet обработка отверстий 2021 - 2022- КАТАЛОГ / CATALOGUE 2016
- ТОКАРНАЯ ОБРАБОТКА / TURNING
- Резце / Toolholders
- DCLNR/L
- DDJNR/L
- DSBNR/L
- DTGNR/L
- DWLNR/L
- DCLNR/L
- DTFNR/L
- PCBNR/L
- PCKNR/L
- PCLNR/L
- PDJNR/L
- PDNNR/L
- PDXNR/L
- PLBNR/L
- PRDCN
- PRSCR/L
- PRSNR/L
- PSBNR/L
- PSDNN
- PSKNR/L
- PSSNR/L
- PTFNR/L
- PTGNR/L
- PTTNR/L
- PWLNR/L
- PCLNR/L
- PDUNR/L
- PSKNR/L
- PTFNR/L
- PWLNR/L
- KHP-CBNR/L
- KHP-CLNR/L
- KHP-LBNR/L
- KHP-RSCR/L
- KHP-SBNR/L
- KHP-SSNR/L
- KHS-SBCR/L
- DKH
- DKTR/L A
- DKTR/L B
- DKTR/L C
- DKTR/L D
- KTP-LANR/L
- KTP-LFNR/L
- KTP-SANR/L
- KTP-SFNR/L
- KTP-CANR/L
- KTP-CFNR/L
- MTJNR/L
- MVJNR/L
- MWLNR/L
- SCACR/L
- SCBCR/L
- SCDCR
- SCFCR/L
- SCLCR/L
- SDJCR/L
- SDNCN
- SEGCR/L
- SRDCN
- SRDCR/L
- SRSCR/L
- SSBCR/L
- SSDCN
- SSKCR/L
- STFCR/L
- STFCR/L-A
- STJCR/L
- SVACR/L-DC
- SVGCR/L
- SVHB(C)R/L
- SVJB(C)R/L
- SVJCR/L-DC
- SVPB(C)R/L
- SVVB(C)N
- SVXCR/L
- SWLCR/L
- SCFCR/L
- SCKCR/L
- SCLCR/L
- SCLCR/L
- SCXCR/L
- SDQCR/L
- SDUCR/L
- SDUCR/L-E
- SDZCR/L
- SELPR/L
- SELPR/L-E
- SEUCR/L
- SEUPR/L
- SEXPR/L
- SEXPR/L-E
- SSSCR/L
- STFCR/L
- STFCR/L-E
- SVJBR/L
- SVLCR/L
- SVQB(C)R/L
- SVUB(C)R/L
- SVXCR/L
- SVXCR/L-E
- SWLCR/L
- SWUCR/L
- SWUCR/L-E
- CKJNR/L
- PHZ
- PHZ/2
- GFIR/L, GFKR/L
- GFIR/L, GFKR/L
- GFMR/L
- GFIR-L, GFMR-L
- GFIR-L, GFMR-L
- GFIL-R, GFML-R
- GFIL-R, GFML-R
- GFIR-R, GFMR-R
- GFIR-R, GFMR-R
- GFIL-L, GFML-L
- GFIL-L, GFML-L
- GGIR/L – 90°
- GGIR/L – 90°
- GG.R/L
- MS-EN
- MS-EN
- XLCCN
- XLCFN/R/L
- XLCCN
- XLCFN
- XLCFN
- XLCFN
- XLCFR/L
- XLCFR/L
- XLXFL
- DU, D
- SER/L
- SER/L-S
- SIR/L
- SIR/L-S
- Пластины / Inserts
- C
- CCGT
- CCMT
- CCMW
- CNGG
- CNMA
- CNMG
- CNMM
- CNMX
- D
- DCGT
- DCMT
- DCMW
- DNMA
- DNMG
- DNMM
- E
- ECMT
- EPMT
- K
- KNUX
- L
- LNUX 40, 50; LNMX 50
- LNUX 19, 30; LNMX 19, 30
- R
- RCGT
- RCMH
- RCMT
- RCMW
- RCMX
- RCUM
- RNMG
- S
- SCGT
- SCMT
- SCMW
- SNMA
- SNMG
- SNMM
- SNMX
- SNMX 25
- SPMR
- SPUN
- T
- TCGT
- TCMT
- TCMW
- TNMA
- TNMG
- TNMM
- TPMR
- TPUN
- V
- VBMT
- VCGT
- VCGX
- VCMT
- VCGW, VCMW
- VNMG
- W
- WCGT
- WCMT
- WNMA
- WNMG
- WNMM
- Керамические / Ceramics
- C
- CNGA
- CNGN
- CNGX
- D
- DNGA
- DNGN
- R
- RCGX
- RNGN
- S
- SNGA
- SNGN
- SNGX
- SPGN
- T
- TNGA
- TNGN
- TPGN
- V
- VNGA
- W
- WNGA
- КНБ / CBN
- C
- CCGW
- CNGA
- D
- DCGW
- DNGA
- T
- TCGW
- TNGA
- V
- VBGW
- VNGA
- W
- WNGA
- ПКА / PCD
- C
- CPGW
- D
- DCGW
- DCMW
- W
- VCMW
- Канавка-Отрезка / Grooving-Parting
- L
- LCMF 13
- LCMF 16
- LCMF 20
- LCMR 13
- LCMR 16
- LFMX
- LFUX
- TN
- TN ..ER/L ...ZZ DIN 471 VNĚJŠÍ
- TN ..ER/L ...ZZ DIN 472 VNITŘNÍ
- TN ..ER/L-R VNĚJŠÍ
- TN ..NR/L-R VNIŘTNÍ
- Нарезание резьбы / Threading
- METRICKÝ 60° ISO 965/1–1980 PLNÝ PROFIL
- METRICKÝ 60° ISO 965/1–1980 PLNÝ PROFIL VNITŘNÍ
- METRICKÝ 60° ČÁSTEČNÝ PROFIL VNĚJŠÍ
- METRICKÝ 60° ČÁSTEČNÝ PROFIL VNITŘNÍ
- METRICKÝ 60° – S ČÁSTEČNÝ PROFIL VNĚJŠÍ
- METRICKÝ 60° – S ČÁSTEČNÝ PROFIL VNITŘNÍ
- WHITWORTH 55° ISO 228–1982 PLNÝ PROFIL VNĚJŠÍ
- WHITWORTH 55° ISO 228–1982 PLNÝ PROFIL VNITŘNÍ
- WHITWORTH 55° ISO 228–1982 ČÁSTEČNÝ PROFIL VNĚJŠÍ
- WHITWORTH 55° ISO 228–1982 ČÁSTEČNÝ PROFIL VNITŘNÍ
- RD 30° DIN 405–1981 PLNÝ PROFIL VNĚJŠÍ
- RD 30° DIN 405–1981 PLNÝ PROFIL VNITŘNÍ
- API PLNÝ PROFIL VNĚJŠÍ
- API PLNÝ PROFIL VNITŘNÍ
- TRAPÉZ 30° DIN 103–1977, ISO 2901/3–1977 PLNÝ PROFIL VNĚJŠÍ
- TRAPÉZ 30°DIN 103–1977, ISO 2901/3–1977 PLNÝ PROFIL VNITŘNÍ
- TRAPÉZ 30° S PLNÝ PROFI VNĚJŠÍ
- TRAPÉZ 30° S PLNÝ PROFIL VNITŘNÍ
- AMERICKÝ 60° SO 5864–1978, ANSI B1.1–1983 PLNÝ PROFIL VNĚJŠÍ
- AMERICKÝ 60° ISO 5864–1978, ANSI B1.1–1983 PLNÝ PROFIL VNITŘNÍ
- ACME 29° ANSI B1,5–1988 PLNÝ PROFIL VNĚJŠÍ
- ACME 29° ANSI B1,5–1988 PLNÝ PROFIL VNITŘNÍ
- BSP TISO 228/1 35 21 1959, ISO 7/1 PLNÝ PROFIL VNĚJŠÍ
- BSP TISO 228/1 35 21 1959, ISO 7/1PLNÝ PROFIL VNITŘNÍ
- NPT ANSI B1.1–1983 PLNÝ PROFIL VNĚJŠÍ
- NPT ANSI B1.1–1983PLNÝ PROFIL / FULL PROFILEVNITŘNÍ
- Техническая часть / Technical information
- ФРЕЗЕРОВАНИЕ / MILLING
- Фрезы / Cutters
- SHN06
- S45HN06
- S45HN09
- S45OD05D
- S45OD06D
- S45OE06Z
- SSE09
- S45SE09F
- S45SN12Z
- S57PN13
- C60HN09
- S60LN15C
- F60SB22X
- F60SB22X
- W60SP25P
- CSC
- C90SC
- SAD07D
- SAD11E
- S90AD11E
- SAD16E
- S90AD16E
- CAD15
- C90AD15
- SAP10D
- S90AP10D
- SAP16D
- S90AP16D
- SLN12
- S90LN12
- S90LN16
- S90LN16
- SSO09
- S90SO09
- S90SD12
- F90TB27X
- W90SP25P
- W90XO12
- J-SAD11E
- T-S90AD11E
- J-SAD16E
- T-S90AD16E
- J-CSD12X
- C90SD12X
- SLSN
- SSAP
- SSAP-A
- 2416-E
- S90SN
- S90SN-R
- S90CN(XN)
- S90CN(XN)-R
- SMORC
- B-SRD
- SCRD
- SCMORD
- SPD09
- S19PD09-C
- SZD
- SMOZD
- L2-SZP
- K3-CXP
- SRC-A
- K2-SRC
- K2-SLC
- SVC22C
- S90VC22C
- SSD09
- N-SSO09
- 2516
- 2636
- SxxXP
- SCC
- Пластины / Inserts
- A
- ADEW 12
- ADEX-FA
- ADEX 16-FM
- ADEX-HF
- ADKT 15
- ADKX 15
- ADMX 07
- ADMX 11
- ADMX 16
- APET 15
- APET 16-FA
- APEW 15
- APKT 10-FA
- APKT 10-M
- APKT 16
- C
- CCMX-TS1
- CNHQ 10
- CNM
- H
- HNEF 09
- HNGX 06
- HNGX 09
- HNMF 09
- L
- LC12-CH
- LC12-KP (KPF)
- LC12-RE
- LC12-RI
- LNET 16
- LNEX
- LNGU 12
- LNGU 16
- LNGX 12
- LNMU 16
- O
- ODEW 06
- ODMT
- ODMX 06
- OEHT 06
- OFKR 07-M
- P
- PDKT 09-FM
- PDKX 09-FM
- PDMW 09
- PDMX 09
- PNMQ 13
- PNMU 13-M
- R
- RC(F)
- RCMT
- RDET
- RDEW
- RDEX-12
- RDGT
- REHT 16
- RPET 12
- RPET 15-M
- RPEW 12
- RPEW 15
- RPEX-12
- S
- SBKX 22
- SBMR 22
- SCKR-F
- SDEW 09
- SDEX 09-74
- SDGX 12-FM
- SDMT 12
- SDMX 12-M
- SEEN
- SEER
- SEET 09
- SEET 12
- SEET 12-FA
- SEET 12-PM
- SEEW 12
- SEMT 09
- SFCN 12
- SNET
- SNGX 13
- SNHF-M
- SNHN
- SNHQ AZ
- SNHQ 12 TRL
- SNKT 12-M
- SNKX
- SNMT 12
- SNUN
- SOMT 09
- SPET 12 AD
- SPET 12 S
- SPEW 12 AD
- SPGN
- SPGN 25 DZSR
- SPKN EDE
- SPKN EDS
- SPKR
- SPKX
- SPUN
- SPUN S
- T
- TBMR 27
- TCMT 16-FM
- TNJF 12
- TPCN 16
- TPKN ER
- TPKN SR
- TPKR
- TPUN
- V
- VCGT 22-FA
- X
- XDHW
- XEHT 06
- XNGX
- XNHQ
- XOEN 12
- XOEN 12 NH
- XP-FM
- XPHT 16
- Z
- ZDCW
- ZDEW 12
- ZP
- Техническая часть / Technical information
- ОБРАБОТКА ОТ ВЕРСТИЙ / HOLE-MAKING
- Сверление / Drilling
- Цельные твердосплавные свёрла / Solid drills
- 303DS
- 303DS
- 303DS
- 303DS
- 303DA
- 303DA
- 303DA
- 303DA
- 303DA-M
- 303DA-M
- 303DA-M
- 303DA-M
- 305DA
- 305DA
- 305DA
- 305DA
- 305DA-M
- 305DA-M
- 305DA-M
- 305DA-M
- 308FA
- 308FA
- 308FA
- 303TA
- 303TA
- 301CS P90
- Сверла с механическим креплением пластин / Indexable drills
- 802D
- 803D
- 804D
- 805D
- EP
- Пластины / Inserts
- SCET
- XPET
- WCMT
- WCMX
- Техническая часть / Technical information
- Растачивание / Boring
- Головки / Heads
- Черновaя обработкa / Roughing
- D75
- D75-C
- D75-BB
- D90
- D90-C
- D90-BB
- Чистовaя обработка / Finishing
- A75
- A75-C
- A75-BB
- A90
- A90-C
- A90-BB
- Микро / Micro
- MIKRO HLAVA / MICRO HEAD
- Расточные оправки / Boring bars
- ОПРАВКИ / BARS
- ОПРАВКИ / BARS A 042
- Картриджи / Cartridges
- КАРТРИДЖИ / CARTRIDGES
- Фасок головы / Chamfering heads
- Базовые держатели / Arbors
- DIN 69871
- MAS BT
- HSK
- DIN 2080
- MORSE
- DIN 1835 - WELDON
- УДЛИНИТЕЛИ / EXTENSIONS
- ПЕРЕХОДНИКИ / REDUCERS
- АДАПТЕРИ / ADAPTOR
- Расточные комплекты / Boring kits
- BS 54 KIT RC 8-100
- BS 54 KIT RC 8-170
- BS 54 KIT RC 8-210
- BS 54 KIT TC 8-043
- BS 54 KIT TC 8-100
- BS 54 KIT TC 8-170
- BS 54 KIT TC 8-210
- Техническая часть / Technical information
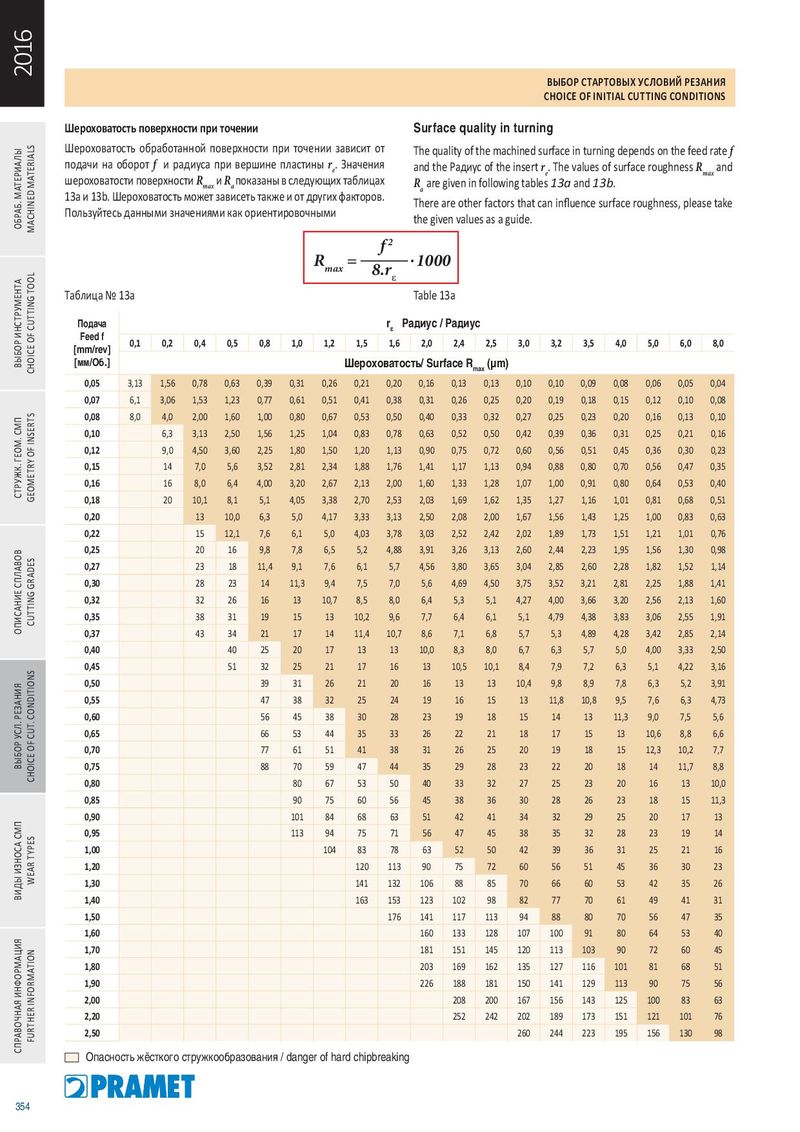
2016 ВЫБОР СТАРТОВЫХ УС ЛОВИЙ РЕЗАНИЯ CHOICE OF INITIAL CUT TING CONDITIONS Шероховатость поверхности при точении Surface quality in turning Шероховатость обработанной поверхности при точении зависит от The quality of the machined surface in turning depends on the feed rate f подачи на оборот f и радиуса при вершине пластины r . Значения e and the Радиус of the insert r . The values of surface roughness R and e max шероховатости поверхности R и R показаны в следующих таблицах max a R are given in following tables 13a and 13b. a 13a и 13b. Шероховатость может зависeть такжe и от других факторов. There are other factors that can influence surface roughness, please take Пользуйтесь данными значениями как ориентировочными the given values as a guide. ОБРАБ. МАТЕРИА ЛЫ MACHINED MATERIALS 2 f R = . 1000 max 8.r e Таблица № 13a Table 13a Подача r ε Радиус / Радиус Feed f 0,1 0,2 0,4 0,5 0,8 1,0 1,2 1,5 1,6 2,0 2,4 2,5 3,0 3,2 3,5 4,0 5,0 6,0 8,0 [mm/rev] ВЫБОР ИНСТРУМЕНТА [мм/Об.] Шероховатость/ Surface R CHOICE OF CUT TING TOOL max (µm) 0,05 3,13 1,56 0,78 0,63 0,39 0,31 0,26 0,21 0,20 0,16 0,13 0,13 0,10 0,10 0,09 0,08 0,06 0,05 0,04 0,07 6,1 3,06 1,53 1,23 0,77 0,61 0,51 0,41 0,38 0,31 0,26 0,25 0,20 0,19 0,18 0,15 0,12 0,10 0,08 0,08 8,0 4,0 2,00 1,60 1,00 0,80 0,67 0,53 0,50 0,40 0,33 0,32 0,27 0,25 0,23 0,20 0,16 0,13 0,10 0,10 6,3 3,13 2,50 1,56 1,25 1,04 0,83 0,78 0,63 0,52 0,50 0,42 0,39 0,36 0,31 0,25 0,21 0,16 0,12 9,0 4,50 3,60 2,25 1,80 1,50 1,20 1,13 0,90 0,75 0,72 0,60 0,56 0,51 0,45 0,36 0,30 0,23 0,15 14 7,0 5,6 3,52 2,81 2,34 1,88 1,76 1,41 1,17 1,13 0,94 0,88 0,80 0,70 0,56 0,47 0,35 0,16 16 8,0 6,4 4,00 3,20 2,67 2,13 2,00 1,60 1,33 1,28 1,07 1,00 0,91 0,80 0,64 0,53 0,40 С ТРУЖК. ГЕОМ. СМП GEOMETRY OF INSERTS 0,18 20 10,1 8,1 5,1 4,05 3,38 2,70 2,53 2,03 1,69 1,62 1,35 1,27 1,16 1,01 0,81 0,68 0,51 0,20 13 10,0 6,3 5,0 4,17 3,33 3,13 2,50 2,08 2,00 1,67 1,56 1,43 1,25 1,00 0,83 0,63 0,22 15 12,1 7,6 6,1 5,0 4,03 3,78 3,03 2,52 2,42 2,02 1,89 1,73 1,51 1,21 1,01 0,76 0,25 20 16 9,8 7,8 6,5 5,2 4,88 3,91 3,26 3,13 2,60 2,44 2,23 1,95 1,56 1,30 0,98 0,27 23 18 11,4 9,1 7,6 6,1 5,7 4,56 3,80 3,65 3,04 2,85 2,60 2,28 1,82 1,52 1,14 0,30 28 23 14 11,3 9,4 7,5 7,0 5,6 4,69 4,50 3,75 3,52 3,21 2,81 2,25 1,88 1,41 0,32 32 26 16 13 10,7 8,5 8,0 6,4 5,3 5,1 4,27 4,00 3,66 3,20 2,56 2,13 1,60 0,35 38 31 19 15 13 10,2 9,6 7,7 6,4 6,1 5,1 4,79 4,38 3,83 3,06 2,55 1,91 CUT TING GR ADES ОПИСАНИЕ СПЛАВОВ 0,37 43 34 21 17 14 11,4 10,7 8,6 7,1 6,8 5,7 5,3 4,89 4,28 3,42 2,85 2,14 0,40 40 25 20 17 13 13 10,0 8,3 8,0 6,7 6,3 5,7 5,0 4,00 3,33 2,50 0,45 51 32 25 21 17 16 13 10,5 10,1 8,4 7,9 7,2 6,3 5,1 4,22 3,16 0,50 39 31 26 21 20 16 13 13 10,4 9,8 8,9 7,8 6,3 5,2 3,91 0,55 47 38 32 25 24 19 16 15 13 11,8 10,8 9,5 7,6 6,3 4,73 0,60 56 45 38 30 28 23 19 18 15 14 13 11,3 9,0 7,5 5,6 0,65 66 53 44 35 33 26 22 21 18 17 15 13 10,6 8,8 6,6 0,70 77 61 51 41 38 31 26 25 20 19 18 15 12,3 10,2 7,7 ВЫБОР УС Л. РЕЗАНИЯ 0,75 88 70 59 47 44 35 29 28 23 22 20 18 14 11,7 8,8 CHOICE OF CUT. CONDITIONS 0,80 80 67 53 50 40 33 32 27 25 23 20 16 13 10,0 0,85 90 75 60 56 45 38 36 30 28 26 23 18 15 11,3 0,90 101 84 68 63 51 42 41 34 32 29 25 20 17 13 0,95 113 94 75 71 56 47 45 38 35 32 28 23 19 14 1,00 104 83 78 63 52 50 42 39 36 31 25 21 16 1,20 120 113 90 75 72 60 56 51 45 36 30 23 WEAR T YPES 1,30 141 132 106 88 85 70 66 60 53 42 35 26 ВИДЫ ИЗНОС А СМП 1,40 163 153 123 102 98 82 77 70 61 49 41 31 1,50 176 141 117 113 94 88 80 70 56 47 35 1,60 160 133 128 107 100 91 80 64 53 40 1,70 181 151 145 120 113 103 90 72 60 45 1,80 203 169 162 135 127 116 101 81 68 51 1,90 226 188 181 150 141 129 113 90 75 56 2,00 208 200 167 156 143 125 100 83 63 2,20 252 242 202 189 173 151 121 101 76 2,50 260 244 223 195 156 130 98 FURTHER INFORMATION СПРАВОЧНАЯ ИНФОРМАЦИЯ Опасность жёсткого стружкообразования / danger of hard chipbreaking 354