Каталог оснастка Dormer Pramet 2016 - страница 267
Навигация
 Общий каталог Dormer Pramet 2018
Общий каталог Dormer Pramet 2018 Каталог Dormer Pramet токарная обработка 2021 - 2022
Каталог Dormer Pramet токарная обработка 2021 - 2022 Брошюра Dormer Pramet новинки 2021
Брошюра Dormer Pramet новинки 2021 Каталог Dormer Pramet обработка резьбы 2021 - 2022
Каталог Dormer Pramet обработка резьбы 2021 - 2022 Каталог Dormer Pramet фрезерование 2021 - 2022
Каталог Dormer Pramet фрезерование 2021 - 2022- DIN 69871
- 69871-CC-OZ
- 69871-CC-ER
- 69871-CC-ER
- 69871-CC-ER
- 69871-CCM-ER
- 69871-CC-HKS
- 69871-W
- 69871-W
- 69871-W
- 69871-W-C
- 69871-W-C
- 69871-MT
- 69871-MTS
- 69871-RED-ISO
- 69871-FMH2
- 69871-FMH2
- 69871-FMH1
- 69871-FMH1
- 69871-FMH4
- 69871-DC
- 69871-QTCC
- 69871-QTCW
- 69871-HC
- 69871-HC
- 69871-SC
- 69871-SC
- 69871-SC
- 69871-SC
- 69871-SC-C
- 69871-IHA
- 69871-BLANKS
- 69871-TA
- ISO 60
- ISO-60-FMH1
- ISO-60-MT
- ISO-60-MTS
- ISO-60-RED-ISO
- MAS 403 BT
- BT-CC-OZ
- BT-CC-ER
- BT-CC-ER
- BT-CC-ER
- BT-CCM-ER
- BT-CC-HKS
- BT-W
- BT-W
- BT-W
- BT-W-C
- BT-W-C
- BT-MT
- BT-MTS
- BT-RED-ISO
- BT-FMH2
- BT-FMH2
- BT-FMH1
- BT-FMH1
- BT-FMH4
- BT-DC
- BT-QTCC
- BT-QTCW
- BT-HC
- BT-HC
- BT-SC
- BT-SC
- BT-SC
- BT-SC-C
- BT-IHA
- Bez názvu
- BT-TA
- DIN 2080
- 2080-CC-OZ
- 2080-CC-ER
- 2080-W
- 2080-W
- 2080-MT
- 2080-MTS
- 2080-RED-ISO
- 2080-FMH2
- 2080-FMH1
- 2080-DC
- 2080-QTCC
- 2080-BLANKS
- HSK-A
- HSK-A-CC-OZ
- HSK-A-CC-ER
- HSK-A-CCM-ER
- HSK-A-CC-HKS
- HSK-A-W
- HSK-A-W
- HSK-A-W-C
- HSK-A-FMH2
- HSK-A-FMH1
- HSK-A-FMH1
- HSK-A-FMH4
- HSK-A-MT
- HSK-A-MTS
- HSK-A-QTCC
- HSK-A-QTCW
- HSK-A-DC
- HSK-A-HC
- HSK-A-HC
- HSK-A-HC
- HSK-A-SC
- HSK-A-SC
- HSK-A-SC
- HSK-A-SC
- HSK-A-SC-C
- HSK-A-SC-C
- HSK-A-IHA
- HSK-A-BLANKS
- HSK-A-TA
- VDI
- VDI-B1
- VDI-B2
- VDI-B3
- VDI-B4
- VDI-B5
- VDI-B6
- VDI-B7
- VDI-B8
- VDI-C1
- VDI-C2
- VDI-C3
- VDI-C4
- VDI-D1
- VDI-D2
- VDI-AR
- VDI-AL
- VDI-E1
- VDI-E2
- VDI-E3
- VDI-E4
- VDI-F1
- VDI-HC
- VDI-Z2-S
- VDI-Z2-P
- VDI-DC
- VDI-DC-C
- VDI-QTCC
- VDI-QTCW
- VDI-A1
- VDI-A2
- VDI-TA
- MORSE
- MORSE-CC-ER
- MORSE-FMH2
- MORSE-QTCC
- MORSE-RED-MT
- MORSE-DC
- ADAPTORS / ADAPTÉRY ПЕРЕХОДНИК / 转接套
- AC-CC-ER
- ACF-CC-ER
- ACF-CC-ER-HX
- ACF-CCM-ER
- ACF-CCM-ER
- ACF-CCM-ER-D
- AC-HC
- AC-SC
- AW-DC
- AW-QTCC
- AW-QTCW
- AW-RED-W
- ACCESSORIES / PŘÍSLUŠENSTVÍ АКСЕССУАРЫ / 附件
- PS-69872
- PS-7388
- PS-BT
- PS-BT-C-S
- PS-2080-C
- OZ-C
- OZ-C-P
- OZ-C-SET-WP
- OZ-C-SET-WB
- OZ-C-SET-P-WP
- OZ-C-SET-P-WB
- ER-C
- ER-C-P
- ER-C-S
- ER-C-SC4
- ER-T
- ER-T-SC4
- ER-C-SET-WP
- ER-C-SET-WB
- ER-C-SET-P-WP
- ER-C-SET-P-WB
- ER-C-SET-S-WP
- ER-C-SET-S-WB
- ER-C-SET-SC4-WP
- ER-C-SET-SC4-WB
- ER-T-SET-WP
- ER-T-SET-WB
- ER-T-SET-SC4-WP
- ER-T-SET-SC4-WB
- HC-C
- HC-C-S
- QTCW-1
- QTCW-2
- QTCW-3
- QTCC-1
- QTCC-2
- QTCC-3
- QTCR
- HKS-C
- HKS-C-S
- N-OZ
- N-OZ-SR
- SR-OZ
- N-ER-M
- N-ER
- N-ER-SR
- N-ER-SR-SN
- SR-ER
- K-HKS
- K-OZ
- K-ER
- K-ER-M
- K-FMH
- E-MORSE
- E-HKS
- S-FMH
- S-FMH-C
- S-W
- F-FMH2
- DR-FMH2
- DS-FMH4
- S-DS-FMH4
- CT-HSK-A
- K-CT-HSK-A
- VDI-RS-E2
- VDI-SHIMS
- VDI-NOZZ
- TW
- AB-A360
- AB-S90
- TECHNICAL PART
- Steep Taper
- Pull studs
- HSK (hollow taper shanks)
- HSK coolant tubes
- Effects of imbalance on machine spindles, toolholders and tools
- Hydraulic expansion chucks
- Operating and user instructions for hydraulic expansion chucks
- Torques for clamping end-mills in end mill holders DIN 6359
- Operating and user instructions for CNC-drill chucks
- Mounting instructions for ER-Collets per DIN STD 6499
- Mounting instruction for sealing discs
- Quick-change tapping chucks
- Instructions for tapping chucks
- Screw taps-shaft size
- Tool assignment for disc turrets
- High-performance milling chucks HKS-system
- Product codes description
- TECHNICKÁ ČÁST
- STRMÝ KUŽEL
- TAŽNÉ ČEPY
- HSK (duté kuželové stopky)
- TRUBICE PRO ŘEZNOU KAPALINU HSK
- ÚČINKY NEROVNOVÁHY NA VŘETENA, DRŽÁKY A NÁSTROJE
- ÚČINKY NEROVNOVÁHY NA VŘETENA, DRŽÁKY A NÁSTROJE
- HYDROUPÍNAČE
- NÁVOD K OBSLUZE PRO HYDROUPÍNAČE
- UTAHOVACÍ MOMENTY ŠROUBŮ PRO UPNUTÍ STOPKOVÝCH FRÉZ V DRŽÁCÍCH DIN 6359
- NÁVOD K OBSLUZE PRO NC VRTACÍ HLAVIČKY
- NÁVOD K MONTÁŽI PRO KLEŠTINOVÉ UPÍNAČE ER PODLE DIN STD 6499
- NÁVOD K MONTÁŽI PRO TĚSNICÍ KROUŽKY
- RYCHLOVÝMĚNNÉ KLEŠTINOVÉ UPÍNAČE PRO ZÁVITOVÁNÍ
- NÁVOD PRO RYCHLOVÝMĚNNÉ ZÁVITOVACÍ UPÍNAČE
- TABULKA ČTYŘHRANŮ STOPEK ZÁVITNÍKŮ
- ZNAČENÍ A ORIENTACE DRŽÁKŮ VDI V REVOLVEROVÝCH HLAVÁCH
- SYSTÉM HKS SE SILOVÝMI UPÍNACÍMI POUZDRY
- POPISY KÓDŮ VÝROBKŮ
- ТЕХНИЧЕСКАЯ ЧАСТЬ
- КОНУС SK
- ШТРЕВЕЛИ
- КОНУС HSK (от англ. hollow taper shanks – полый конус)
- КОНУС HSK (от англ. hollow taper shanks – полый конус)
- Патрубки для подачи СОЖ к оправкам HSK
- ЭФФЕКТ ДИСБАЛАНСА ШПИНДЕЛЯ СТАНКА,ОПРАВОК И РЕЖУЩЕГО ИНСТРУМЕНТА
- ЭФФЕКТ ДИСБАЛАНСА ШПИНДЕЛЯ СТАНКА,ОПРАВОК И РЕЖУЩЕГО ИНСТРУМЕНТА
- ГИДРАВЛИЧЕСКИЕ ПАТРОНЫ
- ИНСТРУКЦИЯ ПО ЭКСПЛУАТАЦИИ ГИДРАВЛИЧЕСКИХ ПАТРОНОВ
- МОМЕНТЫ ЗАТЯЖКИ КОНЦЕВЫХ ФРЕЗ В ОПРАВКАХ ПО DIN 6359
- Инструкции по эксплуатации сверлильных патронов для станков с ЧПУ
- ИНСТРУКЦИИ ПО УСТАНОВКЕ ЦАНГ ER ПО DIN STD 6499
- ИНСТРУКЦИЯ ПО УСТАНОВКЕ УПЛОТНИТЕЛЬНЫХ КОЛЕЦ
- БЫСТРОСМЕННЫЕ РЕЗЬБОНАРЕЗНЫЕ ПАТРОНЫ
- ИНСТРУКЦИЯ ДЛЯ РЕЗЬБОНАРЕЗНЫХ ПАТРОНОВ
- СООТВЕТСТВИЕ РАЗМЕРА РЕЗЬБЫ И РАЗМЕРА ХВОСТОВИКА МЕТЧИКА
- ПРИМЕНЕНИЕ ИНСТРУМЕНТА В ДИСКОВОЙ РЕВОЛЬВЕРНОЙ ГОЛОВКЕ
- ВЫСОКОПРОИЗВОДИТЕЛЬНЫЕ ФРЕЗЕНЫЕ ОПРАВКИ СИСТЕМЫ HKS
- СИСТЕМА ОБОЗНАЧЕНИЯ
- 技术部分
- 锥柄
- 拉钉
- HSK(中空锥形柄)
- HSK冷却液管
- 不平衡对机床主轴、刀架和刀具的影响
- 不平衡对机床主轴、刀架和刀具的影响
- 液压刀柄
- 液压刀柄操作和使用说明
- 侧固刀柄(DIN 6359)端面铣刀夹紧扭矩
- CNC钻卡头操作和使用说明
- ER夹头安装说明,依照DIN STD 6499
- 密封圈安装说明
- 快速更换式攻丝卡盘
- 攻丝卡盘说明
- 攻丝-轴尺寸
- 盘塔刀具分配
- 强力刀柄HKS系统
- 产品代码描述
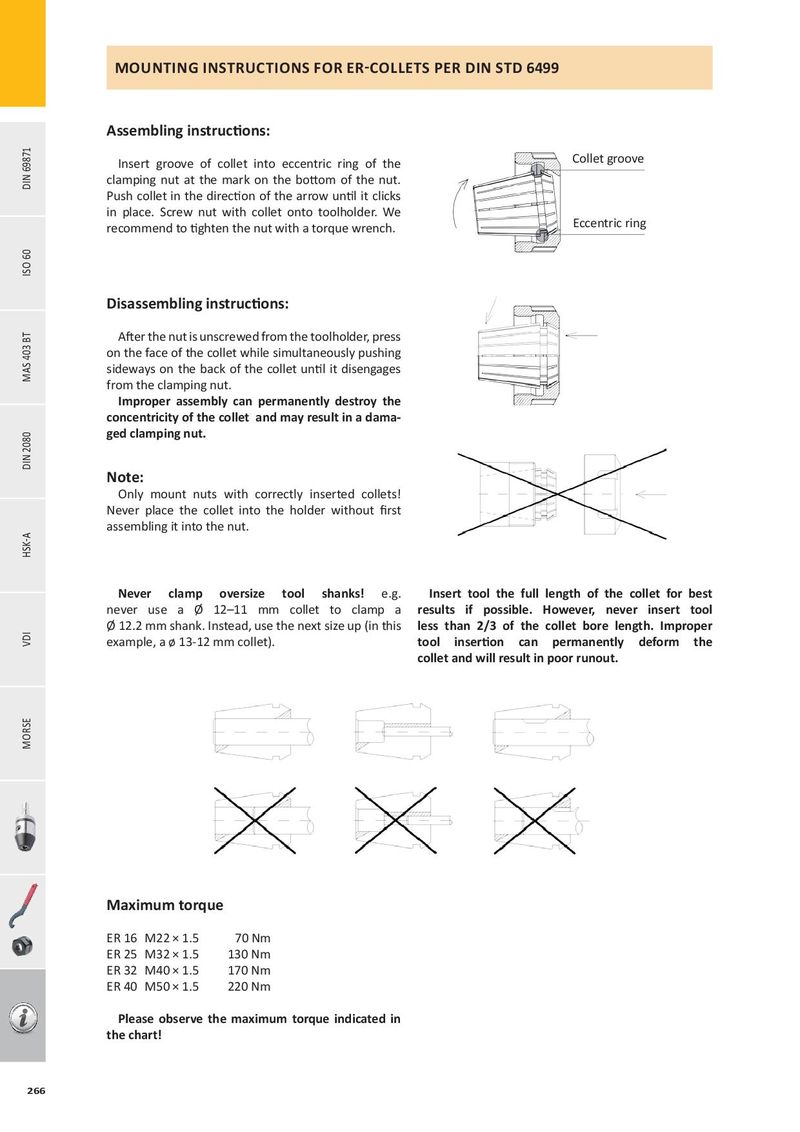
MOUNTING INSTRUCTIONS FOR ER-COLLETS PER DIN STD 6499 Assembling instructions: Collet groove Insert groove of collet into eccentric ring of the clamping nut at the mark on the bottom of the nut. DIN 69871 Push collet in the direction of the arrow until it clicks in place. Screw nut with collet onto toolholder. We Eccentric ring recommend to tighten the nut with a torque wrench. ISO 60 Disassembling instructions: After the nut is unscrewed from the toolholder, press on the face of the collet while simultaneously pushing sideways on the back of the collet until it disengages MA S 403 BT from the clamping nut. Improper assembly can permanently destroy the concentricity of the collet and may result in a dama- ged clamping nut. DIN 2080 Note: Only mount nuts with correctly inserted collets! Never place the collet into the holder without first assembling it into the nut. HSK-A Never clamp oversize tool shanks! e.g. Insert tool the full length of the collet for best never use a Ø 12–11 mm collet to clamp a results if possible. However, never insert tool Ø 12.2 mm shank. Instead, use the next size up (in this less than 2/3 of the collet bore length. Improper VDI example, a ø 13-12 mm collet). tool insertion can permanently deform the collet and will result in poor runout. MORSE Maximum torque ER 16 M22 × 1.5 70 Nm ER 25 M32 × 1.5 130 Nm ER 32 M40 × 1.5 170 Nm ER 40 M50 × 1.5 220 Nm Please observe the maximum torque indicated in the chart! 266