Каталог Dormer Pramet фрезерование 2021 - 2022 - страница 8
Навигация
 Каталог оснастка Dormer Pramet 2016
Каталог оснастка Dormer Pramet 2016 Каталог Dormer Pramet обработка резьбы 2021 - 2022
Каталог Dormer Pramet обработка резьбы 2021 - 2022 Общий каталог Dormer Pramet 2016
Общий каталог Dormer Pramet 2016 Общий каталог Dormer Pramet 2018
Общий каталог Dormer Pramet 2018 Брошюра Dormer Pramet новинки 2021
Брошюра Dormer Pramet новинки 2021 Общий каталог Dormer Pramet 2017
Общий каталог Dormer Pramet 2017- MILLING – GENERAL CONTENT
- WORKPIECE MATERIAL GROUPS (WMG)
- CUTTING TOOL PARAMETERS ACCORDING TO ISO 13399
- SOLID HM & HSS MILLS
- CONTENT
- INSTRUCTIONS
- PAGE OVERVIEW
- ICONS OVERVIEW
- SOLID HM MILLS
- TOOL MATERIALS AND SURFACE COATINGS NAVIGATOR
- FAMILIES
- NAVIGATOR
- S2xx
- S216
- S217
- S218
- S219
- S225
- S226
- S227
- S229
- S231
- S233
- S260
- S262
- S264
- S5xx
- S501
- S511
- S521
- S523
- S524
- S525
- S526
- S527
- S529
- S531
- S533
- S534
- S535
- S536
- S561
- S6xx
- S610
- S611
- S612
- S614
- S629
- S637
- S638
- S650
- S654
- S662
- S7xx
- S710
- S713
- S714
- S715
- S716
- S717
- S718
- S722HB
- S739
- S740
- S761
- S763
- S765
- S765HB
- S766
- S767
- S768
- S770HB
- S771HB
- S772HB
- S773HB
- S791
- S8xx
- S802HA
- S802HB
- S803HA
- S803HB
- S804HA
- S804HB
- S812HA
- S812HB
- S813HA
- S813HB
- S814HA
- S814HB
- S822
- S823
- S9xx
- S902
- S903
- S904
- S922
- S933
- S944
- S991
- FEED PER TOOTH TABLE
- CORRECTION FACTORS
- BARREL-SHAPE MILL – FEED PER TOOTH TABLE
- SOLID HSS MILLS
- TOOL MATERIALS NAVIGATOR
- SURFACE TREATMENTS AND COATINGS NAVIGATOR
- NAVIGATOR
- C1xx
- C110
- C122
- C123
- C126
- C135
- C139
- C159
- C167
- C2xx
- C246
- C247
- C273
- C295
- C3xx
- C305
- C306
- C333
- C336
- C346
- C352
- C353
- C367
- C4xx
- C400
- C403
- C407
- C413
- C428
- C492
- C5xx
- C500
- C505
- C7xx
- C700
- C710
- C8xx
- C800
- C801
- C810
- C820
- C822
- C825
- C830
- C831
- C837
- C835
- C9xx
- C907
- C908
- C920
- C922
- C948
- Dxxx
- D200
- D400
- D402
- D420
- D422
- D745
- D747
- D750
- D751
- D753
- D752
- D763
- FEED PER TOOTH TABLE
- CORRECTION FACTORS
- SLITTING SAWS – TOOTH PITCH CHOICE TABLES
- TECHNICAL INFORMATION
- HSS MATERIALS
- HM MATERIALS
- SURFACE TREATMENTS / SURFACE COATINGS
- MILLING TECHNICAL INFO
- OPERATING FORMULAS
- TROUBLESHOOTING
- ROTARY BURRS
- CONTENT
- CARBIDE ROTARY BURRS
- PAGE OVERVIEW
- ICONS OVERVIEW
- TOOL MATERIALS NAVIGATOR
- SURFACE AND TREATMENTS COATINGS NAVIGATOR
- NAVIGATOR
- RECOMMENDED OPERATING SPEED (RPM)
- P1xx
- P100
- P101
- P5xx
- P501
- P505
- P507
- P509
- P511
- P513
- P515
- P521
- P523
- P6xx
- P601
- P605
- P607
- P609
- P611
- P613
- P615
- P621
- P7xx
- P701
- P703
- P705
- P707
- P709
- P711
- P713
- P715
- P721
- P8xx
- P801
- P801C
- P803
- P803C
- P805
- P805C
- P807
- P807C
- P809
- P811
- P811C
- P813
- P813C
- P815
- P815C
- P817
- P819
- P821
- P821C
- P823
- P825
- P831
- P833
- P835
- P837
- P841
- P842
- P843
- P844
- P880
- P890
- GENERAL HINTS
- THREAD MILLS
- CONTENT
- PAGE OVERVIEW
- ICONS OVERVIEW
- TOOL MATERIALS AND SURFACE COATINGS NAVIGATOR
- NAVIGATOR
- J200
- J205
- J210
- J215
- J220
- J225
- J235
- J245
- J260
- J280
- FEED PER TOOTH TABLE
- NUMBER OF PASSES TABLE
- GENERAL HINTS
- INDEXABLE MILLS
- CONTENT
- INSTRUCTIONS
- CUTTERS – PAGE OVERVIEW
- INSERTS – PAGE OVERVIEW
- ICONS OVERVIEW
- PROGRAM OVERVIEW
- GRADES – NAVIGATOR
- GRADES – OVERVIEW
- NAVIGATOR
- FACE MILLING
- SQUARE SHOULDER MILLING
- DEEP SHOULDER MILLING
- SLOT MILLING
- COPY MILLING
- HIGH FEED MILLING
- CHAMFER, T-SLOT MILLING
- ISO CODE DESIGNATION – SHELL MILL BODIES
- ISO CODE DESIGNATION – END SHOULDER MILL BODIES
- ISO CODE DESIGNATION – MILLING INSERTS
- FACE MILLS
- SHN06C
- SHN09C
- SOD05
- SOD06D
- SOE06Z
- SOE09Z
- SSE09
- SSN12Z
- SPN13
- CHN09
- FSB22X
- SQUARE SHOULDER MILLS
- SAD07D
- SAD11E
- SAD16E
- SAP10D
- SAP16D
- STN10
- STN16
- SLN12
- SLN16
- SSO05O
- SSO09
- SSD12
- FTB27X
- DEEP SHOULDER MILLS
- J(T)-SAD11E
- J(T)-SAD16E
- J(T)-SLSN
- J(T)-SSAP
- J(T)-2416
- J(T)-CSD12X
- SLOT MILLS
- S90SN
- S90CN(XN)
- COPY MILLS
- SRC10
- SRC12
- SRC16
- SRC20
- SRD05
- SRD07
- SRD10
- SRD12
- SRD16
- L2-SZP
- K3-CXP
- K2-SRC
- K2-SLC
- K2-PPH
- SVC22C
- SWN04C
- SCN05C
- HIGH FEED MILLS
- SBN10
- SSN11
- SPD09
- SZD07
- SZD09
- SZD12
- CHAMFER & T-SLOTS MILLS
- SSD09
- N-SSO09
- 2516
- 2636
- J(T)-SXP16
- F-SCC
- OTHER MILLING INSERTS
- ADKT 15
- ADKX 15
- APMT 16
- CNM
- ODMT 05
- OFKR 07
- RDET
- RDEX
- RDHX 20
- RPET 12
- RPEW 12
- RPEX
- SEEN
- SEER
- SEET 12
- SEET 12-FA
- SEET 12-PM
- SEEW 12
- SFCN
- SNHF
- SNHN
- SNKX
- SNUN
- SPGN
- SPGN 25 DZ
- SPKN
- SPKR
- SPKX
- SPUN
- TNJF
- TPCN 16
- TPKN
- TPKR
- TPUN
- VCGT 22-FA
- XDHW
- TECHNICAL INFORMATION
- WORKPIECE MATERIAL GROUP (WMG)
- CORRECTION FACTORS
- DEFINITION OF BASIC TERMS
- NOMOGRAM FOR CALCULATING THE WORKING GEOMETRY OF MILLING TOOLS
- CHOICE OF TOOL
- CHOICE OF CUTTING INSERT
- GEOMETRY OF MILLING INSERTS
- A
- ADEX 07-FA
- ADEX 11T308SR-HF ADEX 07-HF
- ADEX 11-FA
- ADEX 11-HF
- ADEX 11-HF2
- ADEX 16-FA
- ADEX 16-FM
- ADEX 16-HF
- ADEX 16-HF2
- ADKT 15-M
- ADKX 15-F
- ADKX 15-F (RAD)
- ADMX 07-F
- ADMX 07-M
- ADMX 11-F
- ADMX 11-M
- ADMX 11-MF
- ADMX 11-MM
- ADMX 11-R
- ADMX 16-F
- ADMX 160616PR-R ADMX 16-M
- ADMX 16-MF
- ADMX 16-MM
- ADMX 16-R
- ANHX 10-F
- APET 15EN
- APET 15SN
- APET 16-FA
- APEW 15ER
- APEW 15SR
- APKT 10-FA
- APKT 10-M
- APKT 16-GM
- APKT 16-HM
- ? APMT 1604PDER-FM APMT 16-F
- APMT 16-FM
- APMT 16 ER-R
- APMT 16 SR-R
- B
- BNGX 10-HM
- BNGX 10-M
- BNGX 10-MM
- C
- CCMX -TS1
- CNHQ 10
- CNHX 05-WM
- CNM 563
- H
- HNEF 09-F
- HNEF 09-M
- HNEF 09-W
- HNGX 06-F
- HNGX 06-M
- HNGX 06-R
- HNGX 09-F
- HNGX 09-FF
- HNGX 09-M
- HNGX 09-R
- HNMF 09-R
- L
- LC 12-CH
- LC 12-RE
- LC -KP
- LC -KPF
- LNET 16-M
- LNET 16-R
- LNG(U)X 12-M
- LNGU 16-FA
- LNGU 16-M
- LNGX 12-F
- LNGX 12-FA
- LNGX 12-MF
- LNGX 12-MM
- LNGX 12-R
- LNMU 16-F
- LNMU 16-M
- LNMU 16-R
- O
- ODEW 06
- ODKT 05-F
- ODK(M)T 05-FM
- ODMT 05-R
- ODMT 06
- ODMX 06
- OEHT 06-FA
- OEHT 06-M
- OEHT 06-MF
- OEHT 06-MM
- OEHT09-M
- OEHT 09-MM
- OFKR 07-M
- P
- PDKT 09-FM
- PDKX 09-FM
- PDMW 09
- ? PNMQ 1308DNSN PDMX 09-M
- PDMX 09-R
- PNMQ 13
- PNMU 13-M
- PPH -CL1
- PPH -CL4
- PPHE -SM1
- PPHF -CE1
- PPHT-A2
- R
- RC
- RC -F
- RCMT -F
- RCMT -M
- RCMT -R
- RCMT SN-R
- RCMT 12EN-R
- RDET
- RDEW
- RDEX 12
- RDEX 16
- RDGT 07
- RDGT 10
- RDGT 12
- RDGT 12-F
- RDGT 12-FM
- RDHT -FA
- RDHX 05
- RDHX MOT
- RDMT
- RDMT 12
- RDMT -R
- RDMX
- REHT -M
- REHT -MM
- RPET 12
- RPET 15-M
- RPEW 12
- RPEW 15
- RPEX -12
- S
- SBKX 22
- SBMR 22
- SBMR 22-R
- SDEW 09EN
- SDEW 09SN
- SDEX 09-74
- SDGX 12-FM
- SDKT 12-F (IM)
- SDMT 12-F
- SDMT 12-F (IM)
- SDK(M)T 12-FM (IM)
- SDMT 12-R (IM)
- SDMT 12-M
- SDMT 12-R
- SDMX 12-M
- SEEN 12FN
- SEEN SN
- SEER EN
- SEER SN
- SEET 09
- SEET 12EN
- SEET 12SN
- SEET 12-FA
- SEET 12-PM
- SEEW 12 EN
- SEEW 12 SN
- SEMT 09
- SFCN 12
- SNET 13-M
- SNGX 11-M
- SNGX 11-MM
- SNGX 13-M
- SNGX 13-R
- SNHF -M
- SNHN
- SNHQ 11
- SNHQ 12TN
- SNHQ 12EN
- SNHQ 12TRL
- SNK(M)T 12-M
- SNKX
- SNMT 12-R
- SNUN
- SOMT 05-M
- SOMT 09-M
- SOMT 09-MI
- SOMT 09-P
- SPET 12EN
- SPET 12S
- SPEW 12EN
- SPEW 12SN
- SPGN
- SPGN DZ
- SPKN EDSR(L)
- SPKN EDER(L)
- SPKR
- SPKX
- SPUN
- SPUN 25
- T
- TBMR 27
- TCMT 16-FM
- TNGX 10-F
- TNGX 10-FA
- TNGX 10-M
- TNGX 16-F
- TNGX 16-FA
- TNGX 16-M
- TNJF 12
- TPCN 16
- TPKN ER
- TPKN SR
- TPKR
- TPUN
- V
- VCGT 22-FA
- W
- WNHX 04-WM
- X
- XDHW EN
- XDHW SN
- XEHT
- XNGX ANSN
- XNGX 13
- XNHQ TN
- XP ER-FM
- XPHT 16E
- XPHT 16-FA
- XPHT 16S
- Z
- ZDCW 07
- ZDCW 09
- ZDEW 12
- ZP ER-F
- ZP ER-FM
- ZP ER-M
- ZP ER-R
- MILLING GRADES – OVERVIEW
- WORKING CONDITION WHEN MILLING
- MACHINED SURFACE ROUGHNESS
- TECHNOLOGIES
- TYPES OF WEAR ON MILLING INSERTS
- FORMULAS
- RECOMMENDED TORQUE OF CLAMPING SCREWS
- TECHNICAL INFORMATION ON INSERT BOX
- HARDNESS CONVERSION TABLE
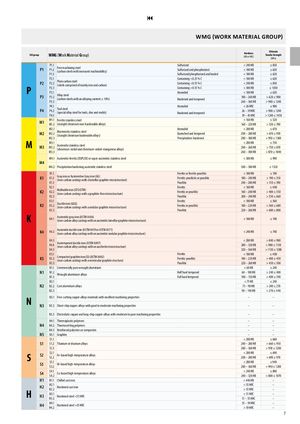
9 WMG (WORK MATERIAL GROUP) ISO group WMG (Work Material Group) Hardness(HB or HRC) UltimateTensile Strength(MPa) P1.1 Sulfurized < 240 HB ≤ 830 P1 P1.2 Free machining steel(carbon steels with increased machinability) Sulfurized and phosphorized < 180 HB ≤ 620 P1.3 Sulfurized/phosphorized and leaded < 180 HB ≤ 620 P2.1 Containing <0.25 % C < 180 HB ≤ 620 P2 P2.2 Plain carbon steel(steels comprised of mainly iron and carbon) Containing <0.55 % C < 240 HB ≤ 830 P P2.3P3.1 Containing >0.55 % C < 300 HB ≤ 1030Annealed< 180 HB≤ 620 P3 P3.2 Alloy steel(carbon steels with an alloying content ≤ 10%)P3.3 Hardened and tempered 180 – 260 HB > 620 ≤ 900260 – 360 HB> 900 ≤ 1240 P4.1 Annealed < 26 HRC ≤ 900 P4 P4.2 Tool steel(special alloy steel for tools, dies and molds)P4.3 Hardened and tempered 26 – 39 HRC > 900 ≤ 124039 – 45 HRC> 1240 ≤ 1450 M1 M1.1 Ferritic stainless steelM1.2(straight chromium non-hardenable alloys) < 160 HB ≤ 520160 – 220 HB> 520 ≤ 700 M2.1 Annealed < 200 HB ≤ 670 M2 M2.2 Martensitic stainless steel(straight chromium hardenable alloys) Quenched and tempered 200 – 280 HB > 670 ≤ 950 M2.3 Precipitation-hardened 280 – 380 HB > 950 ≤ 1300 M M3.1M3M3.2Austenitic stainless steel(chromium-nickel and chromium-nickel-manganese alloys) < 200 HB ≤ 750200 – 260 HB> 750 ≤ 870 M3.3 260 – 300 HB > 870 ≤ 1040 M4.1 Austenitic-ferritic (DUPLEX) or super-austenitic stainless steel < 300 HB ≤ 990 M4 M4.2 Precipitation hardening austenitic stainless steel 300 – 380 HB ≤ 1320 K1.1 Ferritic or ferritic-pearlitic < 180 HB ≤ 190 K1 K1.2 Gray iron or Automotive Gray iron (GG)(iron-carbon castings with a lamellar graphite microstructure)Ferritic-pearlictic or pearlitic 180 – 240 HB > 190 ≤ 310 K1.3 Pearlitic 240 – 280 HB > 310 ≤ 390 K2.1 Ferritic < 160 HB ≤ 400 K2 K2.2 Malleable iron (GTS/GTW)(iron-carbon castings with a graphite-free microstructure) Ferritic or pearlitic 160 – 200 HB > 400 ≤ 550 K2.3 Pearlitic 200 – 240 HB > 550 ≤ 660 K3.1 Ferritic < 180 HB ≤ 560 K3 K3.2 Ductile iron (GGG)(iron-carbon castings with a nodular graphite microstructure) Ferritic or pearlitic 180 – 220 HB > 560 ≤ 680 K3.3 Pearlitic 220 – 260 HB > 680 ≤ 800 K K4.1 Austenitic gray iron (ASTM A436)(iron-carbon alloy castings with an austenitic lamellar graphite microstructure) < 180 HB ≤ 190 K4 K4.2 Austenitic ductile iron (ASTM A439 or ASTM A571)(iron-carbon alloy castings with an austenitic nodular graphite microstructure) < 240 HB ≤ 740 K4.3 < 280 HB > 840 ≤ 980 K4.4 Austempered ductile iron (ASTM A897)(iron-carbon alloy castings with an ausferrite microstructure) 280 – 320 HB > 980 ≤ 1130 K4.5 320 – 360 HB > 1130 ≤ 1280 K5.1 Ferritic < 180 HB ≤ 400 K5 K5.2 Compacted graphite iron CGI (ASTM A842)(iron-carbon castings with a vermicular graphite structure) Ferritic-pearlitic 180 – 220 HB > 400 ≤ 450 K5.3 Pearlitic 220 – 260 HB > 450 ≤ 500 N1.1 Commercially pure wrought aluminium < 60 HB ≤ 240 N1 N1.2N1.3Wrought aluminium alloys Half hard tempered 60 – 100 HB > 240 ≤ 400Full hard tempered100 – 150 HB> 400 ≤ 590 N2.1 < 75 HB ≤ 240 N2 N2.2 Cast aluminium alloys 75 – 90 HB > 240 ≤ 270 N2.3 90 – 140 HB > 270 ≤ 440 N N3.1 Free-cutting copper-alloys materials with excellent machining propertiesN3N3.2Short-chip copper-alloys with good to moderate machining properties – ––– N3.3 Electrolytic copper and long-chip copper-alloys with moderate to poor machining properties – – N4.1 Thermoplastic polymers – – N4 N4.2 Thermosetting polymers – – N4.3 Reinforced polymers or composites – – N5 N5.1 Graphite – – S1.1 < 200 HB ≤ 660 S1 S1.2 Titanium or titanium alloys 200 – 280 HB > 660 ≤ 950 S1.3 280 – 360 HB > 950 ≤ 1200 S S2 S2.1S2.2Fe-based high-temperature alloys < 200 HB ≤ 690200 – 280 HB> 690 ≤ 970 S3 S3.1S3.2Ni-based high-temperature alloys < 280 HB ≤ 940280 – 360 HB> 940 ≤ 1200 S4 S4.1S4.2Co-based high-temperature alloys < 240 HB ≤ 800240 – 320 HB> 800 ≤ 1070 H1 H1.1 Chilled cast iron < 440 HB – H2 H2.1H2.2Hardened cast iron < 55 HRC –> 55 HRC– H H3 H3.1H3.2Hardened steel <55 HRC < 51 HRC –51 – 55 HRC– H4 H4.1H4.2Hardened steel >55 HRC 55 – 59 HRC –> 59 HRC– 7