Брошюра Dormer Pramet новинки 2021 - страница 24
Навигация
 Общий каталог Dormer Pramet 2016
Общий каталог Dormer Pramet 2016 Каталог Dormer Pramet обработка отверстий 2021 - 2022
Каталог Dormer Pramet обработка отверстий 2021 - 2022 Каталог Dormer Pramet фрезерование 2021 - 2022
Каталог Dormer Pramet фрезерование 2021 - 2022 Общий каталог Dormer Pramet 2017
Общий каталог Dormer Pramet 2017 Каталог оснастка Dormer Pramet 2016
Каталог оснастка Dormer Pramet 2016 Каталог Dormer Pramet обработка резьбы 2021 - 2022
Каталог Dormer Pramet обработка резьбы 2021 - 2022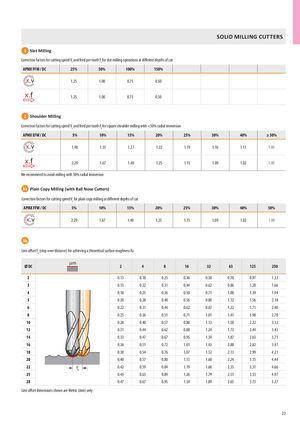
SOLID MILLING CUTTERS 1 Slot Milling Correction factors for cutting speed Vc and feed per tooth fz for slot milling operations at different depths of cut APMX FFW / DC 25% 50% 100% 150% x.v 1.25 1.00 0.75 0.50 x.f 1.25 1.00 0.75 0.50 2 Shoulder Milling Correction factors for cutting speed Vc and feed per tooth fz for square shoulder milling with <50% radial immersion APMX EFW / DC 5% 10% 15% 20% 25% 30% 40% ≥ 50% x.v 1.48 1.35 1.27 1.22 1.19 1.16 1.11 1.00 x.f 2.29 1.67 1.40 1.25 1.15 1.09 1.02 1.00 We recommend to avoid milling with 50% radial immersion 3a Plain Copy Milling (with Ball Nose Cutters) Correction factors for cutting speed Vc for plain copy milling at different depths of cut APMX FFW / DC 5% 10% 15% 20% 25% 30% 40% 50% x.v 2.29 1.67 1.40 1.25 1.15 1.09 1.02 1.00 3b Line offset fe (step-over distance) for achieving a theoretical surface roughness Rz Ø DC mm 2 4 8 16 32 63 125 250 2 0.13 0.18 0.25 0.36 0.50 0.70 0.97 1.32 3 0.15 0.22 0.31 0.44 0.62 0.86 1.20 1.66 4 0.18 0.25 0.36 0.50 0.71 1.00 1.39 1.94 5 0.20 0.28 0.40 0.56 0.80 1.12 1.56 2.18 6 0.22 0.31 0.44 0.62 0.87 1.22 1.71 2.40 8 0.25 0.36 0.51 0.71 1.01 1.41 1.98 2.78 10 0.28 0.40 0.57 0.80 1.13 1.58 2.22 3.12 12 0.31 0.44 0.62 0.88 1.24 1.73 2.44 3.43 14 0.33 0.47 0.67 0.95 1.34 1.87 2.63 3.71 16 0.36 0.51 0.72 1.01 1.43 2.00 2.82 3.97 18 0.38 0.54 0.76 1.07 1.52 2.13 2.99 4.21 20 0.40 0.57 0.80 1.13 1.60 2.24 3.15 4.44 22 fe 0.42 0.59 0.84 1.19 1.68 2.35 3.31 4.66 25 0.45 0.63 0.89 1.26 1.79 2.51 3.53 4.97 28 0.47 0.67 0.95 1.34 1.89 2.65 3.73 5.27 Line offset dimensions shown are Metric (mm) only 23