Общий каталог Dijet 2018 - страница 89
Навигация
 Общий каталог Dijet 2012 на русском
Общий каталог Dijet 2012 на русском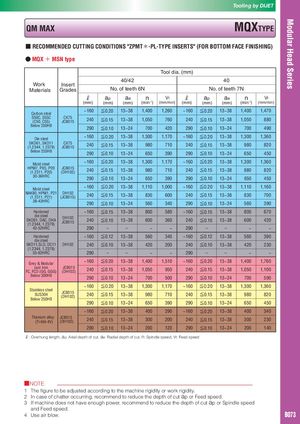
Tooling by DIJET QM MAX MQXTYPE ■ RECOMMENDED CUTTING CONDITIONS "ZPMT*-PL-TYPE INSERTS" (FOR BOTTOM FACE FINISHING) ● MQX + MSN type Tool dia. (mm) 40/42 40 Work Insert Materials Grades No. of teeth 6N No. of teeth 7N ℓ ap ae n Vf ℓ ap ae n Vf (mm) (mm) (mm) (min-1) (mm/min) (mm) (mm) (mm) (min-1) (mm/min) Carbon steel ~160 ≦0.20 13~38 1,400 1,260 ~160 ≦0.20 13~38 1,400 1,470 S50C, S55C CX75(C50, C55)JC8015240≦0.1513~38 1,050 760 240 ≦0.15 13~38 1,050 880 Below 250HB 290 ≦0.10 13~24 700 420 290 ≦0.10 13~24 700 490 Die steel ~160 ≦0.20 13~38 1,300 1,170 ~160 ≦0.20 13~38 1,300 1,360 SKD61, SKD11 CX75(1.2344, 1.2379)JC8015240≦0.1513~38980 710 240 ≦0.15 13~38 980 820 Below 255HB 290 ≦0.10 13~24 650 390 290 ≦0.10 13~24 650 450 Mold steel ~160 ≦0.20 13~38 1,300 1,170 ~160 ≦0.20 13~38 1,300 1,360 HPM7, PX5, P20 JC8015(1.2311, P20)(DH102)240≦0.1513~38 980 710 240 ≦0.15 13~38 980 820 30-36HRC 290 ≦0.10 13~24 650 390 290 ≦0.10 13~24 650 450 Mold steel ~160 ≦0.20 13~38 1,110 1,000 ~160 ≦0.20 13~38 1,110 1,160 NAK80, HPM1, P21 DH102(1.2311, P21)(JC8015)240≦0.1513~38830 600 240 ≦0.15 13~38 830 700 38-43HRC 290 ≦0.10 13~24 560 340 290 ≦0.10 13~24 560 390 Hardened ~160 ≦0.15 13~38 800 580 ~160 ≦0.15 13~38 800 670 die steelSKD61, DAC, DHA(1.2344, 1.2379)DH102JC8015240≦0.1013~38600360 240 ≦0.10 13~38 600 420 42-52HRC 290 – – − − 290 – – − − Hardened ~160 ≦0.12 13~38 560 340 ~160 ≦0.12 13~38 560 390 die steel SKD11,SLD, DC11 DH102 240 ≦0.10 13~38 420 200 240 ≦0.10 13~38 420 230 (1.2344, 1.2379) 55-62HRC 290 – – − − 290 – – − − Grey & Nodular ~160 ≦0.20 13~38 1,400 1,510 ~160 ≦0.20 13~38 1,400 1,760 cast iron JC8015FC, FCD (GG, GGG)(DH102)240≦0.1513~381,050 950 240 ≦0.15 13~38 1,050 1,100 Below 300HB 290 ≦0.10 13~24 700 500 290 ≦0.10 13~24 700 590 ~160 ≦0.20 13~38 1,300 1,170 ~160 ≦0.20 13~38 1,300 1,360 Stainless steelSUS304Below 250HBJC8015(DH102)240≦0.1513~38290≦0.1013~24980650710390240 ≦0.15 13~38 980290≦0.1013~24650820450 ~160 ≦0.20 13~38 400 290 ~160 ≦0.20 13~38 400 340 Titanium alloy JC8015(Ti-6Al-4V)(DH102)240≦0.1513~38 300 200 240 ≦0.15 13~38 300 230 290 ≦0.10 13~24 200 120 290 ≦0.10 13~24 200 140 ℓ: Overhung length, ap: Axial depth of cut, ae: Radial depth of cut, n: Spindle speed, Vf: Feed speed ■NOTE 1 The figure to be adjusted according to the machine rigidity or work rigidity. 2 In case of chatter occurring, recommend to reduce the depth of cut ap or Feed speed. 3 If machine does not have enough power, recommend to reduce the depth of cut ap or Spindle speed and Feed speed. 4 Use air blow. B073