Общий каталог Dijet 2018 - страница 62
Навигация
 Общий каталог Dijet 2012 на русском
Общий каталог Dijet 2012 на русском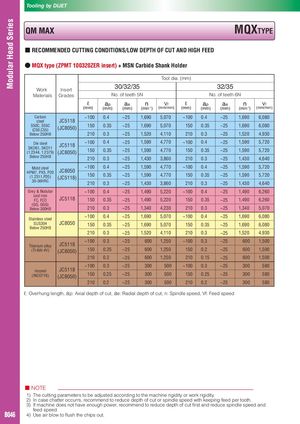
Modular Head Series Tooling by DIJET QM MAX MQXTYPE ■ RECOMMENDED CUTTING CONDITIONS/LOW DEPTH OF CUT AND HIGH FEED ● MQX type (ZPMT 100320ZER insert) + MSN Carbide Shank Holder Tool dia. (mm) Work Insert 30/32/35 32/35 Materials Grades No. of teeth 5N No. of teeth 6N ℓ ap ae n Vf ℓ ap ae n Vf (mm) (mm) (mm) (min-1) (mm/min) (mm) (mm) (mm) (min-1) (mm/min) Carbon ~100 0.4 ~25 1,690 5,070 ~100 0.4 ~25 1,690 6,080 steel JC5118 S50C, S55C(C50,C55)(JC8050) 150 0.35 ~25 1,690 5,070 150 0.35 ~25 1,690 6,080 Below 250HB 210 0.3 ~25 1,520 4,110 210 0.3 ~25 1,520 4,930 Die steelSKD61, SKD11JC5118(1.2344, 1.2379)(JC8050)~1001500.40.35~25~251,5904,7701,5904,770~1000.4~25 1,590 5,7201500.35~251,5905,720 Below 255HB 210 0.3 ~25 1,430 3,860 210 0.3 ~25 1,430 4,640 Mold steelHPM7, PX5, P20JC8050(1.2311,P20)(JC5118)~1001500.40.35~25~251,5904,7701,5904,770~1000.4~25 1,590 5,7201500.35~251,5905,720 30-36HRC 210 0.3 ~25 1,430 3,860 210 0.3 ~25 1,430 4,640 Grey & Nodular ~100 0.4 ~25 1,490 5,220 ~100 0.4 ~25 1,490 6,260 cast ironFC, FCDJC5118 150 0.35 ~25 1,490 5,220 150 0.35 ~25 1,490 6,260 (GG, GGG) Below 300HB 210 0.3 ~25 1,340 4,230 210 0.3 ~25 1,340 5,070 Stainless steel ~100 0.4 ~25 1,690 5,070 ~100 0.4 ~25 1,690 6,080 SUS304 JC8050Below 250HB1500.35 ~25 1,690 5,070 150 0.35 ~25 1,690 6,080 210 0.3 ~25 1,520 4,110 210 0.3 ~25 1,520 4,930 Titanium alloy JC5118 ~100 0.3 ~25 600 1,250 ~100 0.3 ~25 600 1,500 (Ti-6Al-4V) (JC8050) 150 0.25 ~25 600 1,250 150 0.2 ~25 600 1,500 210 0.2 ~25 600 1,250 210 0.15 ~25 600 1,500 ~100 0.3 ~25 300 500 ~100 0.3 ~25 300 580 Inconel JC5118(INCO718)(JC8050)1500.25~25 300 500 150 0.25 ~25 300 580 210 0.2 ~25 300 500 210 0.2 ~25 300 580 ℓ: Overhung length, ap: Axial depth of cut, ae: Radial depth of cut, n: Spindle speed, Vf: Feed speed ■ NOTE 1) The cutting parameters to be adjusted according to the machine rigidity or work rigidity. 2) In case chatter occurrs, recommend to reduce depth of cut or spindle speed with keeping feed per tooth. 3) If machine does not have enough power, recommend to reduce depth of cut first and reduce spindle speed and feed speed. B046 4) Use air blow to flush the chips out.