Общий каталог Dijet 2018 - страница 37
Навигация
 Общий каталог Dijet 2012 на русском
Общий каталог Dijet 2012 на русском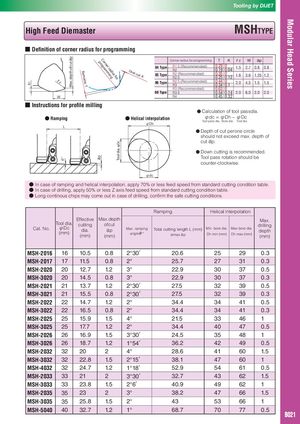
Remains: T Coprrnoegrrraamdimusinfgor Modular Head Series A1 A1 θ° Max. depth of cut apθ° ap ap Tool dia. φDc Tool dia. TToooTolilnoinglingbgybbDyyIDJDEIITJJET High Feed Diemaster MSHTYPE ■■■Definition of corner radius for programming Corner radius for programming TT KK rrεε WW aapp A1 rε rε Over cut: K 0044TTyyppee04 0T05y5pTeTyyppee05 0T06y6pTeTyyppee06 TypeR1.5 (Recommended)R2R2 (Recommended)R2.5R2.5 (Recommended)R3R3 (Recommended) T0.29 0.19 K00.04rε1.5 W2.7 ap0.8 A01 .80.3500.250.121.63.61.251.20.4400.340.12.04.51.51.50.630 0088TTyyppee R3.5 0.54 0.14 2.0 6.0 2.0 2.0 W 08 Type R4 0.45 0.32 ■■■Instru●ct●iRoWa●nmspfiongr profile milling ● H●elic●al inteφrpDohlationL φDh ● Calculation of tool passdia.φdc = φDh − φDcTool pass dia.Bore dia.Tool dia. L ● ● ● Depth of cut perone circle should not exceed max. depth of cut ap. ● ● ● Down cutting is recommended. ● ●Tcoooulnptears-csloroctkawtioisne.should be φdc φdc ● ● ●● In case of ramping and helical interpolation, apply 70% or less feed speed from standard cutting condition table. ● ●● In case of drilling, apply 50% or less Z axis feed speed from standard cutting condition table. ● ● Long continous chips may come out in case of drilling, confirm the safe cutting conditions. Ramping Helical interpolation Effective Max.depthCat. No.MSH-2016MSH-2017MSH-2020MSH-3020MSH-2021MSH-3021MSH-2022MSH-3022MSH-2025MSH-3025MSH-2026MSH-3026MSH-2032MSH-3032MSH-4032MSH-2033MSH-3033MSH-2035MSH-3035MSH-5040Tool dia.φDc112222222222223333333334(670011225566880022233550m11222222222233333334112222222222223333333334m67001122556622233550670011225566880022233550)cuttingdia.11111111111112222222222301243546576880020241335211111111122222111223(m111111111111122222222223.....................10243546568702413352557575759797979787887012435465768800202413352..m...............575.....................75757599787887)557575759797979787887ofcutapMax. ramping001010101111111121121211(.....................11111111100111000222m882828285252525252552001010101111111121121211.................222552525252m.....................88888882828285252525252552)223322224231312142132321°°°°°°°°°°°°°°°°°°°°°°°°3224312122221223324333335433113223322224231312142132321°°°°°°°°°°°°°°°°°°°°a600004200580°°°°°°°°°°°°°°°°°°°°°°°°n33511633333335433113''''''''''''g58′004000l600004200580e′′θ′′′′′′'''''''''''' °Max.drillingTotal cutting length L (mm)Min. bore dia.Max.bore dia.depth222222332323243423534346052277441446804588220838222222332323243423534346.......................67995544545264486197927052277441446804588220838a22223353423223233462t.......................m6799554454526448619792707746822024824184385a...x................555.6521979946942477ap223333333434344544544457570022443052963017439730D223333333434344544544457h570022443052963017439730m23445443333433344572in55274392204104370307(mm) 233333444444555566666667D917799116789236700122667h233333444444555566666667m91779911678923670012266724466663334634464673ax98901229971071667671(mm) 000000001010101011011110.................33535353555555555(000000001010101011011110m10101010011000010100................................33535353555555555m555355533355553)B0B6B0902619