Общий каталог Dijet 2012 на русском - страница 97
Навигация
 Общий каталог Dijet 2018
Общий каталог Dijet 2018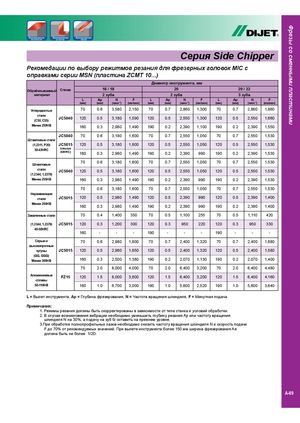
Фрезы со сменными пластинами ® Серия Side Chipper Рекомедации по выбору режитмов резания для фрезерных головок MIC с оправками серии MSN (пластина ZCMT 10...) Диаметр инструмента, мм Обрабатываемый Сплав 16 / 18 20 20 / 22 материал 2 зуба 2 зуба 3 зуба L Ap N F L Ap N F L Ap N F (мм) (мм) (мин-1) (мм/мин) (мм) (мм) (мин-1) (мм/мин) (мм) (мм) (мин-1) (мм/мин) Углеродистые 70 0.6 3,580 2,150 70 0.7 2,860 1,300 70 0.7 2,860 1,860 стали(C50, C55)JC5040 120 0.5 3,180 1,590 120 0.5 2,550 1,300 120 0.5 2,550 1,660 Менее 250HB 160 0.3 2,980 1,490 190 0.2 2,390 1,100 190 0.2 2,390 1,550 JC5040 70 0.6 3,180 1,600 70 0.7 2,550 1,050 70 0.7 2,550 1,530 Штамповые стали (1.2311, P20) JC5015 120 0.5 3,180 1,600 120 0.5 2,550 1,050 120 0.5 2,550 1,530 30-43HRC (свыше40HRC)160 0.3 2,980 1,490 190 0.2 2,390 990 190 0.2 2,390 1,530 Штамповые 70 0.6 3,180 1,600 70 0.7 2,550 1,050 70 0.7 2,550 1,530 стали JC5040 120 0.5 3,180 1,600 120 0.5 2,550 1,050 120 0.5 2,550 1,530 (1.2344, 1.2379) Менее 255HB 160 0.3 2,980 1,490 190 0.2 2,390 990 190 0.2 2,390 1,530 70 0.6 3,180 1,600 70 0.7 2,550 1,050 70 0.7 2,550 1,530 Нержавеющие стали JC5015 120 0.5 2,980 1,490 120 0.5 2,390 990 120 0.5 2,390 1,400 Менее 250HB 160 0.3 2,980 1,490 190 0.2 2,390 990 190 0.2 2,390 1,400 Закаленные стали 70 0.4 1,400 350 70 0.5 1,100 255 70 0.5 1,110 420 (1.2344, 1.2379) JC5015 120 0.3 1,200 300 120 0.3 950 220 120 0.3 950 330 40-50HRC 160 - - - 190 - - - 190 - - - Серые и 70 0.6 2,980 1,800 70 0.7 2,400 1,320 70 0.7 2,400 1,680 высокопрочные чугуны JC5015 120 0.5 2,980 1,650 120 0.5 2,400 1,320 120 0.5 2,400 1,580 (GG, GGG) Менее 300HB 160 0.3 2,500 1,380 190 0.2 2,070 1,130 190 0.2 2,070 1,400 70 2.0 8,000 4,000 70 2.0 6,400 3,200 70 2.0 6,400 4,480 Алюминиевые FZ15 120 1.5 8,000 3,600 120 1.5 6,400 3,200 120 1.5 6,400 4,160 сплавы 50-110HB 160 1.0 6,700 3,000 190 1.0 5,600 2,520 190 1.0 5,600 3,640 L = Вылет инструмента, Ap = Глубина фрезерования, N = Частота вращения шпинделя, F = Минутная подача Примечания: 1. Режимы резания должны быть скорректированы в зависимости от типа станка и условий обработки. 2. В случае возникновения вибрации необходимо уменьшить глубину резания Ap или частоту вращения шпинделя N на 30%, а подачу на зуб fz оставить на прежнем уровне. 3.При обработке полнопрофильных пазов необходимо снизить частоту вращения шпинделя N и скорость подачи F до 70% от рекомендуемых значений. При вылете инструмента более 150 мм ширина фрезерования Ae должна быть не более 1/2D. A-89