Общий каталог Dijet 2012 на русском - страница 83
Навигация
 Общий каталог Dijet 2018
Общий каталог Dijet 2018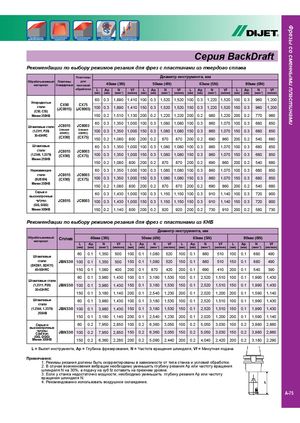
Фрезы со сменными пластинами ® Серия BackDraft Рекомендации по выбору режимов резания для фрез с пластинами из твердого сплава Пластины Диаметр инструмента, мм Обрабатываемый Пластины дляматериалСтандартныечистовой40мм (3N) 50мм (4N) 63мм (5N) 80мм (6N) обработки L Ap N Vf L Ap N Vf L Ap N Vf L Ap N Vf (мм) (мм) (мин-1) (мм/мин) (мм) (мм) (мин-1) (мм/мин) (мм) (мм) (мин-1) (мм/мин) (мм) (мм) (мин-1) (мм/мин) Углеродистыестали(C50, C55) 60 0.3 1,890 1,410 100 0.3 1,520 1,520 100 0.3 1,220 1,520 100 0.3CX90(JC8015)CX75(JC8003)1000.31,8901,4101500.31,5201,5201500.31,2201,5201500.39601,2009601,200 Менее 250HB 150 0.2 1,510 1,130 200 0.2 1,220 1,220 200 0.2 980 1,220 200 0.2 770 960 Штамповые стали JC8015 JC8003 60 0.3 1,350 1,000 100 0.3 1,080 1,080 100 0.3 860 1,070 100 0.3 680 850 (1.2311, P20) (свыше40HRC)(свыше40HRC)100 0.3 1,350 1,000 150 0.3 1,080 1,080 150 0.3 860 1,070 150 0.3 680 850 30-43HRC (CX90) (CX75) 150 0.2 1,080 800 200 0.2 870 870 200 0.2 690 860 200 0.2 540 680 Штамповые 60 0.3 1,350 1,000 100 0.3 1,080 1,080 100 0.3 860 1,070 100 0.3 680 850 стали JC8015 JC8003 (1.2344, 1.2379) (CX90) (CX75) 100 0.3 1,350 1,000 150 0.3 1,080 1,080 150 0.3 860 1,070 150 0.3 680 850 Менее 255HB 150 0.2 1,080 800 200 0.2 870 870 200 0.2 690 860 200 0.2 540 680 Нержавеющие 60 0.3 1,350 1,000 100 0.3 1,080 1,080 100 0.3 860 1,070 100 0.3 680 850 стали JC8015 JC8003 (SUS304) (CX90) (CX75) 100 0.3 1,350 1,000 150 0.3 1,080 1,080 150 0.3 860 1,070 150 0.3 680 850 Менее 250HB 150 0.2 1,080 800 200 0.2 870 870 200 0.2 690 860 200 0.2 540 680 Серые ивысокопрочные 60 0.3 1,430 1,000 100 0.3 1,150 1,150 100 0.3 910 1,140 100 0.3 720 900 чугуны JC8015 JC8003 100 0.3 1,430 1,000 150 0.3 1,150 1,150 150 0.3 910 1,140 150 0.3 720 900 (GG, GGG) Менее 300HB 150 0.2 1,140 800 200 0.2 920 920 200 0.2 730 910 200 0.2 580 730 Рекомендации по выбору режимов резания для фрез с пластинами из КНБ Диаметр инструмента, мм ОбрабатываемыйматериалСплав 40мм (3N) 50мм (4N) 63мм (5N) 80мм (6N) L Ap N Vf L Ap N Vf L Ap N Vf L Ap N Vf (мм) (мм) (мин-1) (мм/мин) (мм) (мм) (мин-1) (мм/мин) (мм) (мм) (мин-1) (мм/мин) (мм) (мм) (мин-1) (мм/мин) Штамповые 60 0.1 1,350 500 100 0.1 1,080 520 100 0.1 860 510 100 0.1 680 490 стали JBN330 100 0.1 1,350 500 150 0.1 1,080 520 150 0.1 860 510 150 0.1 680 490 (SKD61, SDK11) 40-50HRC 150 0.1 1,080 400 200 0.1 870 420 200 0.1 690 410 200 0.1 540 390 60 0.1 3,980 1,430 100 0.1 3,180 1,530 100 0.1 2,520 1,510 100 0.1 1,990 1,430 Штамповые стали (1.2311, P20) JBN330 100 0.1 3,980 1,430 150 0.1 3,180 1,530 150 0.1 2,520 1,510 150 0.1 1,990 1,430 30-43HRC 150 0.1 3,180 1,140 200 0.1 2,540 1,230 200 0.1 2,020 1,200 200 0.1 1,590 1,140 Штамповые 60 0.1 3,980 1,430 100 0.1 3,180 1,530 100 0.1 2,520 1,510 100 0.1 1,990 1,430 стали (1.2344, 1.2379) JBN330 100 0.1 3,980 1,430 150 0.1 3,180 1,530 150 0.1 2,520 1,510 150 0.1 1,990 1,430 255HB 150 0.1 3,180 1,140 200 0.1 2,540 1,230 200 0.1 2,020 1,200 200 0.1 1,590 1,140 Серые и 60 0.2 7,950 2,850 100 0.2 6,360 3,050 100 0.2 5,050 3,030 100 0.2 3,980 2,860 высокопрочные чугуныCast Iron JBN330 100 0.2 7,950 2,850 150 0.2 6,360 3,050 150 0.2 5,050 3,030 150 0.2 3,980 2,860 (GG, GGG) Менее 300HB 150 0.2 6,360 2,280 200 0.2 5,090 2,440 200 0.2 4,040 2,420 200 0.2 3,180 2,290 L = Вылет инструмента, Ap = Глубина фрезерования, N = Частота вращения шпинделя, Vf = Минутная подача Примечания: 1. Режимы резания должны быть скорректированы в зависимости от типа станка и условий обработки. 2. В случае возникновения вибрации необходимо уменьшить глубину резания Ap или частоту вращения шпинделя N на 30%, а подачу на зуб fz оставить на прежнем уровне. 3. Если у станка недостаточно мощности, необходимо уменьшить глубину резания Ap или частоту вращения шпинделя N. 4. Рекомендованно использовать воздушное охлаждение. A-75