Общий каталог Dijet 2012 на русском - страница 57
Навигация
 Общий каталог Dijet 2018
Общий каталог Dijet 2018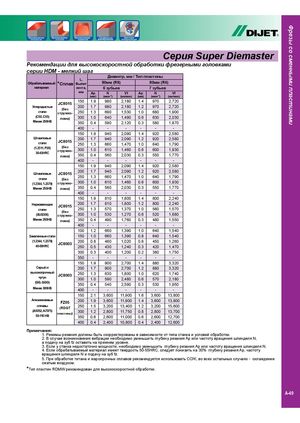
Фрезы со сменными пластинами ® Серия Super Diemaster Рекомендации для высокоскоростной обработки фрезерными головками серии HDM - мелкий шаг Диаметр, мм / Тип пластины L,Обрабатываемый*СплавВылет80мм (R8) 80мм (R6) материал ин-та, 6 зубьев 7 зубьев мм Ap N Vf Ap N Vf (мм) (мин-1) (мм/мин) (мм) (мин-1) (мм/мин) Углеродистыестали JC8015(безстружко-1502002501.91.71.39809806902,180 1.4 9702,1801.29701,5301.06802,7202,7201,900 (C50, C55) лома) 300 1.0 640 1,490 0.6 630 2,030 Менее 250HB 350 0.4 590 2,120 0.3 580 1,870 400 - - - - - - 150 1.9 940 2,090 1.4 920 2,580 Штамповыестали(1.2311, P20)30-43HRCJC8015(безстружко-200250300лома)3501.71.31.00.49406606105602,0901.29201,4701.06401,4600.66002,0300.35502,5801,7901,9301,770 400 - - - - - - 150 1.9 940 2,090 1.4 920 2,580 Штамповыестали(1.2344, 1.2379)JC8015(безстружко-2002503001.71.31.09406606102,0901.29201,4701.06401,4600.66002,5801,7901,930 Менее 255HB лома) 350 0.4 560 2,030 0.3 550 1,770 400 - - - - - - 150 1.9 810 1,800 1.4 800 2,240 Нержавеющиестали(SUS304)JC8015(безстружко-2002503001.71.31.08105705301,8001.2 8001,3701.05601,2700.65202,2401,5701,680 Менее 250HB лома) 350 0.4 490 1,760 0.3 480 1,550 400 - - - - - - 100 1.2 660 1,390 1.0 640 1,540 Закаленные стали 150 1.0 660 1,390 0.8 640 1,540 (1.2344, 1.2379)40-50HRCJC8003200250 0.80.5 460430 1,020 0.6 4501,2400.34201,2601,470 300 0.3 400 1,200 0.2 380 1,750 350 - - - - - - 150 1.9 900 2,700 1.4 880 3,320 Серый и 200 1.7 900 2,700 1.2 880 3,320 высокопрочныйчугун JC8003 250300 1.31.0 630590 1,800 1.0 6202,4800.65701,7402,180 (GG, GGG) 350 0.4 540 2,590 0.3 530 1,950 Менее 300HB 400 - - - - - - 150 2.1 3,600 11,900 1.6 3,600 13,800 Алюминиевые FZ05 200 1.9 3,600 11,900 1.4 3,600 13,800 сплавы(A5052, A7075)50-110 HB(RDGTпластины)2503003501.51.20.63,2002,8002,60013,4001.211,7500.811,0000.63,2002,8002,60015,60013,70012,700 400 0.4 2,400 10,800 0.4 2,400 12,600 Примечания: 1. Режимы резания должны быть скорректированы в зависимости от типа станка и условий обработки. 2. В случае возникновения вибрации необходимо уменьшить глубину резания Ap или частоту вращения шпинделя N, а подачу на зуб fz оставить на прежнем уровне. 3. Если у станка недостаточно мощности, необходимо уменьшить глубину резания Ap или частоту вращения шпинделя N. 4. Если обрабатываемый материал имеет твердость 50-55HRC, следует понизить на 30% глубину резания Ap, частоту вращения шпинделя N и подачу на зуб fz. 5. При обработке титана и жаропрочных сплавов рекомендуется использовать СОЖ, во всех остальных случаях - охлаждение сжатым воздухом. *Тип пластин RDMW рекомендован для высокоскоростной обработки. A-49