Общий каталог Dijet 2012 на русском - страница 55
Навигация
 Общий каталог Dijet 2018
Общий каталог Dijet 2018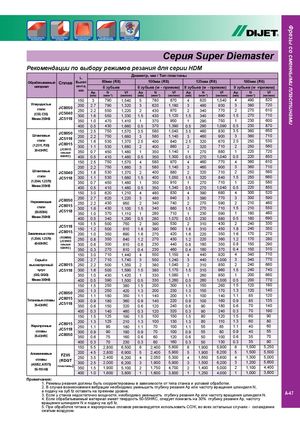
Фрезы со сменными пластинами ® Серия Super Diemaster Рекомендации по выбору режимов резания для серии HDM L, Диаметр, мм / Тип пластины Обрабатываемый Сплав Вылет 80мм (R8) 100мм (R8) 125мм (R8) 160мм (R6) материал ин-та, 6 зубьев 6 зубьев (w - прижим) 8 зубьев (w - прижим) 9 зубьев (w -прижим) мм Ap N Vf Ap N Vf Ap N Vf Ap N Vf (мм) (мин-1) (мм/мин) (мм) (мин-1) (мм/мин) (мм) (мин-1) (мм/мин) (мм) (мин-1) (мм/мин) 150 3 790 1,540 5 780 870 4 620 1,040 4 490 820 Углеродистыестали(C50, C55)Менее 250HBJC8050JC5040JC51182002503003502.72.21.61.07905505504701,32036201,22024301,3301.54301,41013701,180349097023401,1201.53409501290930338077022708901.52707501230720610710600 400 0.5 430 1,660 0.5 370 1,390 0.5 290 1,090 0.5 230 870 Штамповыестали(1.2311, P20)JC8050150 2.5JC5118JC80152002503002.21.61.17507505305301,5703.55801,66035801,3702.54001,68024001,0403.54601,14034608402.532088023208303.536090033606702.52507102250650710530560 30-43HRC (JC8015свыше350 0.7 450 1,480 1 350 1,140 1 270 880 1 220 720 40HRC) 400 0.5 410 1,480 0.5 350 1,300 0.5 270 1,040 0.5 220 850 150 2.5 750 1,570 4 580 970 4 460 770 4 360 610 200 2.2 750 1,660 3 580 1,140 3 460 900 3 360 710 Штамповые JC5040 250 1.6 530 1,370 2 400 880 2 320 710 2 250 560 стали JC5118 300 1.1 530 1,680 1.5 400 1,050 1.5 320 840 1.5 250 660 (1.2344, 1.2379) 350 0.7 450 1,480 1 350 910 1 270 710 1 220 580 Менее 255HB 400 0.5 410 1,480 0.5 350 1,340 0.5 270 1,040 0.5 220 850 150 3.0 620 1,210 4 480 830 4 390 680 4 300 520 Нержавеющиестали(SUS304)JC8050JC8015JC51182002503003502.72.21.61.06204304303701,220348095023401,1001.53401,1101280940339074022708801.527071012307703 30059022107101.52105901180590460550460 Менее 250HB 400 0.5 340 1,290 0.5 280 1,070 0.5 230 880 0.5 180 690 Закаленные стали JC5118JC80151001502001.51.21.0500500350 750 2 3908101.83906901.6270530 2 3105601.83104201.6220430 2 2404501.82403501.6170330350270 (1.2344, 1.2379)40-50HRC(RDMW)(JC80032500.8свыше3000.6350300 840 1.2 2708100.8230 430 1.2 2204400.8180 360 1.2 1703500.8150 280290 50HRC) 350 0.3 270 810 0.4 230 460 0.4 180 370 0.4 150 310 150 3.0 710 1,440 4 550 1,150 4 440 920 4 340 710 Серый и 200 2.7 710 1,740 3 550 1,240 3 440 1,000 3 340 770 высокопрочный JC8015 250 2.2 500 1,350 2 380 1,040 2 310 850 2 240 660 чугун JC5118 300 1.6 500 1,590 1.5 380 1,170 1.5 310 960 1.5 240 740 (GG, GGG) 350 1.0 430 1,420 1 330 1,080 1 260 850 1 200 660 Менее 300HB 400 0.5 390 1,500 0.5 330 1,260 0.5 260 1,000 0.5 200 770 150 1.5 250 380 1.5 200 300 1.5 150 260 1.5 120 180 JC8050Титановые сплавыJC801535-43HRCJC51182002503003501.31.10.90.62501801801504201.32003501.11403600.91403200.61202301.31502001.11002200.91002400.6901701.31201401.1851600.9851800.670140120135140 400 0.3 140 460 0.3 120 320 0.3 90 240 0.3 70 190 150 1.5 125 190 1.5 100 150 1.5 80 120 1.5 60 90 Жаропрочныесплавы35-43HRCJC8015JC5118JC80502002503003501.31.10.90.61259090752101.3 1001801.1701800.9701600.6601301.3 801001.1551000.9551200.6501101.3 60851.140800.9401000.63580605570 400 0.3 70 230 0.3 60 160 0.3 50 130 0.3 35 90 150 5.5 2,800 6,500 6 2,400 5,600 6 1,900 5,900 6 1,500 5,250 Алюминиевыесплавы(A5052, A7075)50-110 HBFZ05(RDGT200250300пластины)3504.53.52.51.52,8002,4002,0001,9006,9006,2006,2005,10054322,4005,9002,0505,3001,9005,9001,7504,70054321,9001,6501,5001,4006,20055,60046,20035,00021,5005,5001,3005,0001,2005,6001,1004,400 400 1.0 1,600 3,800 1 1,600 3,800 1 1,250 4,000 1 1,000 3,600 Примечания: 1. Режимы резания должны быть скорректированы в зависимости от типа станка и условий обработки. 2. В случае возникновения вибрации необходимо уменьшить глубину резания Ap или частоту вращения шпинделя N, а подачу на зуб fz оставить на прежнем уровне.3. Если у станка недостаточно мощности, необходимо уменьшитьглубину резания Ap или частоту вращения шпинделя N. A-47 4. Если обрабатываемый материал имеет твердость 50-55HRC, следует понизить на 30% глубину резания Ap, частоту вращения шпинделя N и подачу на зуб fz. 5. При обработке титана и жаропрочных сплавов рекомендуется использовать СОЖ, во всех остальных случаях - охлаждение сжатым воздухом.