Общий каталог Dijet 2012 на русском - страница 53
Навигация
 Общий каталог Dijet 2018
Общий каталог Dijet 2018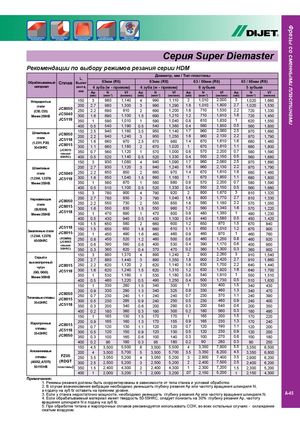
Фрезы со сменными пластинами ® Серия Super Diemaster Рекомендации по выбору режимов резания серии HDM Диаметр, мм / Тип пластины L,ОбрабатываемыйСплавВылет63мм (R6) 63мм (R8) 63 / 66мм (R6) 63 / 66мм (R8) материал ин-та, 4 зуба (w - прижим) 4 зуба (w - прижим) 6 зубьев 5 зубьев мм Ap N Vf Ap N Vf Ap N Vf Ap N Vf (мм) (мин-1) (мм/мин) (мм) (мин-1) (мм/мин) (мм) (мин-1) (мм/мин) (мм) (мин-1) (мм/мин) Углеродистые 150 3 980 1,140 4 990 1,110 2 1,010 2,000 3 1,020 1,660 стали(C50, C55)Менее 250HB 200 2.7JC80502502.2JC50403001.69806906901,3003 99091026901,1001.56901,2901.8 1,010 1,800 2.7 1,020 1,5301,2001.67101,5302.27201,3301,2101.27101,9101.67201,450 JC5118 350 1 590 1,010 1 590 1,040 0.8 610 1,830 1 620 1,550 400 0.5 540 1,190 0.5 540 1,360 0.4 560 1,850 0.5 560 1,800 Штамповыестали(1.2311, P20)30-43HRCJC80501502002.52.2940940JC51182501.6660JC80153001.1660(JC8015свыше3500.75601,1603.59501,24039509702.56701,18026701,12015701,1401.71,2501.69801.41,02011,0000.69609606706705702,0602.59702,1302.29701,6101.66801,8101.16802,2000.75801,6901,7901,4601,8001,590 40HRC) 400 0.5 520 1,140 0.5 520 1,330 0.4 550 2,150 0.5 560 1,680 150 3 930 1,080 4 940 1,090 1.7 960 2,060 2.5 970 1,690 Штамповые 200 2.7 930 1,120 3 940 1,240 1.6 960 2,130 2.2 970 1,790 стали JC5040 250 2.2 650 850 2 660 970 1.4 670 1,610 1.6 680 1,460 (1.2344, 1.2379) JC5118 300 1.6 650 1,040 1.5 660 1,160 1 670 1,850 1.1 680 1,800 Менее 255HB 350 1 560 870 1 560 980 0.6 570 2,200 0.7 580 1,590 400 0.5 510 1,100 0.5 520 1,330 0.4 550 2,150 0.5 560 1,680 150 3 780 900 4 790 920 2 800 1,670 3 810 1,320 Нержавеющиестали(SUS304)Менее 250HBJC80502002502.72.2JC80153001.6JC511835017805505504709303790 1,040 1.8 800 1,770 2.7 810 1,33073025508501.65601,1802.25701,0508301.55509601.25601,3401.65701,22069014708000.84801,38014901,230 400 0.5 430 940 0.5 430 1,100 0.4 440 1,580 0.5 450 1,420 100 1.5 650 580 2 660 600 1.2 650 970 1.5 670 840 Закаленные стали(1.2344, 1.2379)JC5118JC80151502001.5165045040-50HRC(RDMW)(JC8003свыше2503000.80.64503906501.86604901.64605201.24605900.84006101.16501,0101.26704600.946097014605000.64601,2500.84605300.43901,1700.6400900760920900 50HRC) 350 0.3 360 620 0.4 370 470 0.2 360 1,300 0.3 360 900 Серый ивысокопрочныйчугун 150200JC801525032.72.2880880620(GG, GGG)JC51183001.6620Менее 300HB35015301,37048901,44038901,12026201,2401.56201,16015301,24029001,3501.89001,1401.66301,3101.26301,1800.85402,26039102,4202.79101,7002.26401,9201.66401,61015501,5401,8601,4401,7001,510 400 0.5 480 1,220 0.5 490 1,250 0.4 500 1,730 0.5 510 1,630 150 1 330 260 1.5 340 300 1 330 400 1.5 340 430 JC8050Титановые сплавыJC801535-43HRCJC51182002503003500.90.70.50.33302302302002901.33402401.12402950.92403400.62003250.93302400.72302500.52302900.32004601.33403701.12404600.92405400.6200470390400350 400 0.2 180 360 0.3 190 300 0.2 180 560 0.3 180 490 150 1 165 130 1.5 170 170 1 165 200 1.5 170 220 Жаропрочныесплавы35-43HRC 200 0.9JC80152500.7JC51183000.5JC80503500.31651201201001601.31701301.11201500.91201650.61001550.91651200.71201300.51201400.31002301.31701901.11202300.91202700.6100240200200180 400 0.2 90 180 0.3 95 180 0.2 90 280 0.3 90 250 150 4.5 3,500 5,500 6 3,500 5,500 4 3,350 7,800 5.5 3,350 6,500 Алюминиевые 200 4 3,500 5,700 5 3,500 5,700 3.5 3,350 8,200 4.5 3,350 6,800 сплавы FZ05 250 3.5 3,050 5,200 4 3,050 5,200 3 2,900 7,400 3.5 2,900 6,200 (A5052, A7075) (RDGT 300 2.5 2,500 5,200 3 2,500 5,200 2 2,400 7,500 2.5 2,400 6,200 50-110 HB пластины) 350 1.5 2,400 4,300 2 2,400 4,300 1 2,300 7,200 1.5 2,300 5,200 400 1 2,000 3,200 1 2,000 3,200 .07 2,150 5,200 1 2,150 4,300 Примечания: 1. Режимы резания должны быть скорректированы в зависимости от типа станка и условий обработки. 2. В случае возникновения вибрации необходимо уменьшить глубину резания Ap или частоту вращения шпинделя N, а подачу на зуб fz оставить на прежнем уровне.3. Если у станка недостаточно мощности, необходимо уменьшитьглубину резания Ap или частоту вращения шпинделя N. A-45 4. Если обрабатываемый материал имеет твердость 50-55HRC, следует понизить на 30% глубину резания Ap, частоту вращения шпинделя N и подачу на зуб fz. 5. При обработке титана и жаропрочных сплавов рекомендуется использовать СОЖ, во всех остальных случаях - охлаждение сжатым воздухом.