Общий каталог Dijet 2012 на русском - страница 280
Навигация
 Общий каталог Dijet 2018
Общий каталог Dijet 2018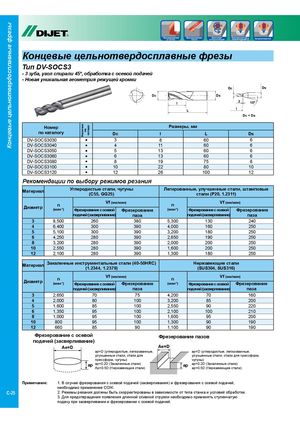
Концевые цельнотвердосплавные фрезы Наличие на складе ® Концевые цельнотвердосплавные фрезы Тип DV-SOCS3 - 3 зуба, угол спирали 45°, обработка с осевой подачей - Новая уникальная геометрия режущей кромки Dc Ds Dc Ds l 2 10° L l Dc < Ds Номер Размеры, мм по каталогу Dc l L Ds DV-SOCS3030 ● 3 8 60 6 DV-SOCS3040 ● 4 11 60 6 DV-SOCS3050 ● 5 13 60 6 DV-SOCS3060 ● 6 13 60 6 DV-SOCS3080 ● 8 19 75 8 DV-SOCS3100 ● 10 22 80 10 DV-SOCS3120 ● 12 26 100 12 Рекомендации по выбору режимов резания Материал Углеродистые стали, чугуны(C55, GG25) Легированные, улучшенные стали, штамповыестали (P20, 1.2311) Диаметр n (мин-1) Vf (мм/мин)Фрезерование с осевойФрезерование n Vf (мм/мин)(мин-1)Фрезерование с осевой Фрезерование подачей (засверливание) паза подачей (засверливание) паза 3 8,500 260 380 5,300 130 240 4 6,400 300 390 4,000 160 250 5 5,100 300 390 3,200 180 250 6 4,250 280 390 2,650 190 250 8 3,200 280 390 2,000 200 250 10 2,550 280 390 1,600 200 250 12 2,100 280 390 1,300 180 250 Материал Закаленные инструментальные стали (40-50HRC)(1.2344, 1.2379) Нержавеющие стали(SUS304, SUS316) Диаметр n (мин-1) Vf (мм/мин)Фрезерование с осевойФрезерование n Vf (мм/мин)(мин-1)Фрезерование с осевой Фрезерование подачей (засверливание) паза подачей (засверливание) паза 3 2,650 70 75 4,200 70 160 4 2,000 80 100 3,200 85 200 5 1,600 85 100 2,550 90 220 6 1,350 95 100 2,100 100 210 8 1,000 95 100 1,600 95 200 10 800 95 100 1,300 90 190 12 660 85 90 1,100 90 190 Фрезерование с осевой Фрезерование пазов подачей (засверливание) Ae=D Ae=D ap=D (углеродистые, легированные, ap=D (углеродистые, легированные, улучшенные стали, стали для улучшенные стали, стали для прессформ, прессформ, чугуны) чугуны) ap ap=0.2D (Закаленные стали)Аp=0.5D (Нержавеющие стали) ap ap=0.2D (Закаленные стали)ap=0.5D (Нержавеющие стали) Примечание: 1. В случае фрезерования с осевой подачей (засверливания) и фрезерования с осевой подачей, необходимо применение СОЖ. C-25 2. Режимы резания должны быть скорректированы в зависимости от типа станка и условий обработки. 3. Для предотвращения появления длинной сливной стружки необходимо применять ступенчатую подачу при засверливании и фрезеровании с осевой подачей.