Общий каталог Dijet 2012 на русском - страница 240
Навигация
 Общий каталог Dijet 2018
Общий каталог Dijet 2018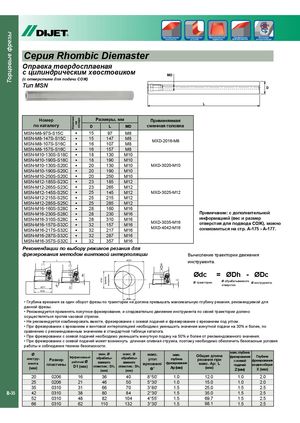
Торцовые фрезы X Наличие на складе ap Dc Диаметр инструмента Z ® Серия Rhombic Diemaster Оправка твердосплавная с цилиндрическим хвостовиком MD (с отверстием для подачи СОЖ) Тип MSN D L Номер Размеры, мм Применяемая по каталогу D L MD сменная головка MSN-M8-97S-S15C • 15 97 M8 MSN-M8-147S-S15C • 15 147 M8MSN-M8-107S-S16C•16107M8MXD-2016-M8 MSN-M8-157S-S16C • 16 157 M8 MSN-M10-130S-S18C • 18 130 M10 MSN-M10-190S-S18C • 18 190 M10 MSN-M10-130S-S20C • 20 130 M10 MXD-3020-M10 MSN-M10-190S-S20C • 20 190 M10 MSN-M10-250S-S20C • 20 250 M10 MSN-M12-185S-S23C • 23 185 M12 MSN-M12-265S-S23C • 23 265 M12 MSN-M12-145S-S25C • 25 145 M12 MXD-3025-M12 MSN-M12-215S-S25C • 25 215 M12 MSN-M12-285S-S25C • 25 285 M12 MSN-M16-160S-S28C • 28 160 M16 MSN-M16-230S-S28C • 28 230 M16 Примечание: с дополнительной MSN-M16-310S-S28C • 28 310 M16MSN-M16-157S-S32C•32157M16MSN-M16-217S-S32C•32217M16MXD-3035-M16MXD-4042-M16информацией (вес и размеротверстия для подвода СОЖ), можноознакомиться на стр. A-175 - A-177. MSN-M16-287S-S32C • 32 287 M16 MSN-M16-357S-S32C • 32 357 M16 Рекомендации по выбору режимов резания для фрезерования методом винтовой интерполяции Вычисление траектории движения L Dh инструмента. Ødc = ØDh - ØDc Ø траектории. Ø обрабатываемого Ø инструмента. отверстия. D1 Dc dc • Глубина врезания за один оборот фрезы по траектории не должна превышать максимальную глубину резания, рекомендуемой для данной фрезы. • Рекомендуется применять попутное фрезерование, и следовательно движение инструмента по своей траектории должно осуществляться против часовой стрелки. • Не рекомендуется комбинировать вместе, фрезерование с осевой подачей и фрезерование с врезанием под углом. • При фрезеровании с врезанием и винтовой интерполяцией необходимо уменьшить значение минутной подачи на 30% и более, по сравнению с рекомендованным значением в стандартной таблице каталога. • При фрезеровании с осевой подачей необходимо уменьшить минутную подачу на 50% и более от рекомендованного значения. • При фрезеровании с осевой подачей может возникнуть длинная сливная стружка, поэтому необходимо обеспечить безопасные условия работы и соблюдение техники безопасности. Øинстру-мента(мм) Размерпластины мин. ØЭффективныйобрабаты-рабочий ØваемогоD1 (мм)отвестия.: Dh,(мм)макс. Øмакс.обрабаты-уголваемогоотвестия.: Dh,(мм)врезания:Ɵ°макс.глубинафрезерованияAр (мм)макс. глубинаОбщая длинафрезерованияГлубинарезания примакс. Aр: L(мм)с осевойфрезерованияподачейза один оборотZ (мм)X (мм) 20 0206 16 36 40 8°50’ 1.0 12.0 1.0 2.0 25 0206 21 46 50 5°30’ 1.0 15.0 1.0 2.0 35 0310 31 66 70 3°80’ 1.5 25.0 1.5 2.5 B-35 42 0310 38 80 84 2°30’ 1.5 35.0 1.5 2.5 52 0310 48 82 104 4°55’ 1.5 69.7 1.5 2.5 66 0310 62 110 132 3°30’ 1.5 98.1 1.5 2.5