Общий каталог Dijet 2012 на русском - страница 221
Навигация
 Общий каталог Dijet 2018
Общий каталог Dijet 2018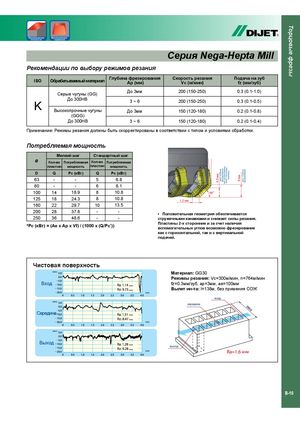
Торцовые фрезы 4,5 мм макс. глубина фрезерования при использовании всех 7-ми кромок пластины 6 мм макс. глубина фрезерования ® Серия Nega-Hepta Mill Рекомендации по выбору режимов резания ISO Обрабатываемый материал Глубина фрезерования Ap (мм) Скорость резанияVc (м/мин) Подача на зубfz (мм/зуб) Серые чугуны (GG) До 3мм 200 (150-250) 0.3 (0.1-1.0) До 300HBKВысокопрочные чугуны 3~6До 3мм 200 (150-250) 0.3 (0.1-0.5)150 (120-180)0.2 (0.1-0.8) (GGG) До 300HB 3~6 150 (120-180) 0.2 (0.1-0.4) Примечание: Режимы резания должны быть скорректированы в соответствии с типом и условиями обработки. Потребляемая мощность Мелкий шаг Стандартный шаг Ø Кол-во Потребляемая Кол-во Потребляемая пластин мощность пластин мощность D Q Pc (кВт) Q Pc (кВт) 63 - - 5 6.8 80 - - 6 8.1 100 14 18.9 8 10.8 46 125 18 24.3 8 10.8 1,2 мм 160 22 29.7 10 13.5 200 28 37.8 - - • Положительная геометрия обеспечивается 250 36 48.6 - - стружечными канавками и снижает силы резания. *Pc (кВт) = (Ae x Ap x Vf) / (1000 x (Q/Pc’)) Пластины 2-х сторонние и за счет наличиявспомогательных углов возможно фрезерование как с горизонтальной, так и с вертикальной подачей. Чистовая поверхность (мкм) Материал: GG30 Режимы резания: Vc=300м/мин, n=764м/мин Вход мкм fz=0.3мм/зуб, ap=3мм, ae=100мм мкм Вылет ин-та: l=138м, без примения СОЖ (мм) вход (мкм) середина Середина мкм мкм (мм) (мкм) (мкм) Выход мкм выход мкм (мм) мкм B-16