Общий каталог Dijet 2012 на русском - страница 20
Навигация
 Общий каталог Dijet 2018
Общий каталог Dijet 2018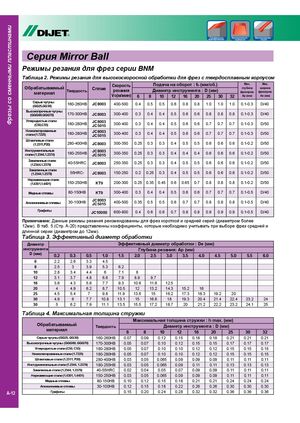
Фрезы со сменными пластинами ® Серия Mirror Ball Режимы резания для фрез серии BNM Таблица 2. Режимы резания для высокоскоросной обработки для фрез с твердосплавным корпусом Обрабатываемыйматериал Твердость Сплав СкоростьрезанияVc(м/мин)6Подача на оборот : fn (мм/об.) Max. Max.Диаметр инструмента : D (мм)глубинаширинафрезеров.фрезеров.810121620253032Ap (мм)Aе (мм) Серые чугуны(GG25,GG30) 160-260HB JC8003 400-500 0.4 0.5 0.5 0.6 0.8 0.8 1.0 1.0 1.0 0.1-0.3 D/40 Высокопрочные чугуны (GGG60,GGG70)170-300HB JC8003 300-400 0.3 0.4 0.4 0.5 0.6 0.6 0.8 0.8 0.8 0.1-0.3 D/40 Углеродистые стали (С50,С55)180-280HB JC8003JC5015300-400 0.3 0.4 0.4 0.5 0.6 0.6 0.7 0.7 0.7 0.1-0.3 D/50 Низколегированныестали (1.7225) 180-280HB JC8003JC5015300-400 0.3 0.4 0.4 0.5 0.6 0.6 0.7 0.7 0.7 0.1-0.3 D/50 Штамповые стали (1.2311,P20)280-400HBJC8003 300-350 0.25 0.3 0.3 0.4 0.5 0.5 0.6 0.6 0.6 0.1-0.2 D/50 Инструментальныестали (1.2344,1.2374)180-255HB JC8003JC5015300-350 0.25 0.3 0.3 0.4 0.4 0.4 0.6 0.6 0.6 0.1-0.2 D/50 Закаленные стали (1.2344,1.2379)40-55HRCJC8003 250-350 0.25 0.3 0.3 0.4 0.5 0.5 0.6 0.6 0.6 0.1-0.2 D/50 Закаленные стали (1.2344,1.2379)55HRC-JC8003 150-250 0.2 0.25 0.3 0.4 0.5 0.5 0.6 0.6 0.6 0.1-0.2 D/50 Нержавеющие стали (1.4301,1.4401)150-250HBKT9 200-300 0.25 0.35 0.45 0.6 0.65 0.7 0.8 0.8 0.8 0.1-0.2 D/50 Медные сплавы 80-150HB KT9 300-400 0.3 0.4 0.4 0.5 0.6 0.6 0.7 0.7 0.7 0.1-0.5 D/40 Алюминиевые сплавы 30-100HB JC8003JC5015400-500 0.35 0.5 0.5 0.6 0.7 0.7 0.8 0.8 0.8 0.1-0.5 D/40 Графиты JC10000 600-800 0.4 0.6 0.6 0.7 0.8 0.8 0.9 0.9 0.9 0.1-0.5 D/40 Примечание: Данные режимы резания рекомендованны для фрез короткой и средней серий (диаметром более 12мм). В таб. 5 (Стр. A-20) представленны коэффициенты, которые необходимо учитывать при выборе фрез средней и длинной серии (диаметром до 12мм). Таблица 3. Эффективный диаметр обработки Диаметр Эффективный диаметр обработки : De (мм) инструмента Глубина резания: Ap (мм) D (мм) 0.2 0.3 0.5 1.0 1.5 2.0 2.5 3.0 3.5 4.0 4.5 5.0 5.5 6.0 6 2.2 2.6 3.3 4.5 8 2.5 3 3.9 5.3 6.2 10 2.8 3.4 4.4 6 7.1 8 12 3.1 3.7 4.8 6.6 7.9 8.9 9.7 16 3.6 4.3 5.6 7.7 9.3 10.6 11.6 12.5 20 4 4.9 6.2 8.7 10.5 12 13.2 14.3 15.2 16 25 4.5 5.4 7 9.8 11.9 13.6 15 16.2 17.3 18.3 19.2 20 30 4.9 6 7.7 10.8 13.1 15 16.6 18 19.3 20.4 21.4 22.4 23.2 24 30 5 6.2 7.9 11.1 13.5 15.5 17.2 18.7 20 21.2 22.2 23.2 24.1 25 Таблица 4. Максимальная толщина стружки Максимальная толщина стружки : h max. (мм) Обрабатываемыйматериал Твердость Диаметр инструмента : D (мм)681012162025 30 32 Серые чугуны (GG25, GG30) 160-260HB 0.07 0.09 0.12 0.15 0.18 0.18 0.21 0.21 0.21 Высокопрочные чугуны (GGG60, GGG70) 170-300HB 0.05 0.07 0.10 0.12 0.15 0.15 0.17 0.17 0.17 Углеродистые стали (C50, C55) 180-280HB 0.05 0.07 0.10 0.10 0.12 0.12 0.15 0.15 0.15 Низколегированные стали (1.7225) 180-280HB 0.05 0.07 0.10 0.10 0.12 0.12 0.15 0.15 0.15 Штамповые стали (1.2311, P20) 280-400HB 0.03 0.05 0.065 0.09 0.09 0.09 0.11 0.11 0.11 Инструментальные стали (1.2344, 1.2379) 180-255HB 0.03 0.05 0.065 0.09 0.11 0.11 0.13 0.13 0.13 Закаленные стали (1.2344, 1.2379) 40-55HRC 0.02 0.04 0.05 0.07 0.09 0.09 0.11 0.11 0.11 Нержавеющие стали (1.4301, 1.4401) 150-250HB 0.03 0.05 0.065 0.09 0.09 0.09 0.11 0.11 0.11 Медные сплавы 80-150HB 0.10 0.12 0.15 0.18 0.21 0.21 0.24 0.24 0.24 Алюминиевые сплавы 30-100HB 0.12 0.15 0.18 0.22 0.26 0.26 0.30 0.30 0.30 A-12 Графиты 0.15 0.20 0.24 0.28 0.32 0.32 0.36 0.36 0.36