Общий каталог Dijet 2012 на русском - страница 177
Навигация
 Общий каталог Dijet 2018
Общий каталог Dijet 2018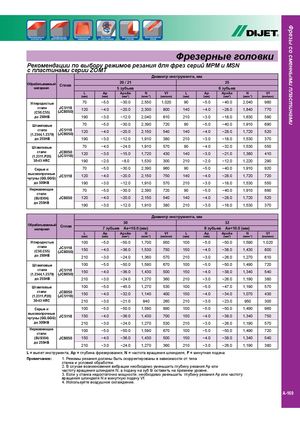
Фрезы со сменными пластинами ® Фрезерные головки Рекомендации по выбору режимов резания для фрез серий MPM и MSN с пластинами серии ZOMT Диаметр инструмента, мм Обрабатываемый Сплавматериал 20 / 215 зубьев 256 зубьев L Ap ApxAe N Vf L Ap ApxAe N Vf (мм) (мм) (мм2) (мин-1) (мм/мин) (мм) (мм) (мм2) (мин-1) (мм/мин) Углеродистые 70 ~5.0 ~30.0 2,550 1,020 90 ~5.0 ~40.0 2,040 980 стали(С50,С55) JC5118(JC8050)120 ~4.0 ~20.0 2,300 800 140 ~4.0 ~28.0 1,840 770 до 250HB 190 ~3.0 ~12.0 2,040 610 210 ~3.0 ~18.0 1,630 590 Штамповые 70 ~5.0 ~30.0 2,390 720 90 ~5.0 ~40.0 1,910 690 стали JC5118(1.2344,1.2379)(JC8050)120~4.0 ~20.0 2,150 540 140 ~4.0 ~28.0 1,720 520 до 255HB 190 ~3.0 ~12.0 1,910 380 210 ~3.0 ~18.0 1,530 370 Штамповые 70 ~4.0 ~24.0 1,910 570 90 ~4.0 ~32.0 1,530 550 стали JC8050(1.2311,Р20)(JC5118)120~3.0 ~15.0 1,720 430 140 ~3.0 ~21.0 1,380 410 30-43 HRC 190 ~2.0 ~8.0 1,530 300 210 ~2.0 ~12.0 1,220 290 Серые и 70 ~5.0 ~30.0 2,390 960 90 ~5.0 ~40.0 1,910 920 высокопрочныечугуны (GG,GGG)JC5118120 ~4.0 ~20.0 2,150 750 140 ~4.0 ~28.0 1,720 720 до 300HB 190 ~3.0 ~12.0 1,910 570 210 ~3.0 ~18.0 1,530 550 Нержавеющие 70 ~5.0 ~30.0 2,390 720 90 ~5.0 ~40.0 1,910 690 стали (SUS304) JC8050 120 ~4.0 ~20.0 2,150 540 140 ~4.0 ~28.0 1,720 520 до 255HB 190 ~3.0 ~12.0 1,910 380 210 ~3.0 ~18.0 1,530 370 Диаметр инструмента, мм Обрабатываемый Сплавматериал 307 зубьевAe<10.0 (мм) 328 зубьевAe<10.0 (мм) L Ap ApxAe N Vf L Ap ApxAe N Vf (мм) (мм) (мм2) (мин-1) (мм/мин) (мм) (мм) (мм2) (мин-1) (мм/мин) Углеродистые 100 ~5.0 ~50.0 1,700 950 100 ~5.0 ~50.0 1,590 1,020 стали(С50,С55) JC5118(JC8050)150 ~4.0 ~36.0 1,530 750 150 ~4.0 ~38.0 1,430 800 до 250HB 210 ~3.0 ~24.0 1,360 570 210 ~3.0 ~26.0 1,270 610 Штамповые 100 ~5.0 ~50.0 1,590 670 100 ~5.0 ~50.0 1,490 720 стали JC5118(1.2344,1.2379)(JC8050)150~4.0 ~36.0 1,430 500 150 ~4.0 ~38.0 1,340 540 до 255HB 210 ~3.0 ~24.0 1,270 360 210 ~3.0 ~26.0 1,190 380 Штамповые 100 ~5.0 ~45.0 1,270 530 100 ~5.0 ~47.0 1,190 570 стали JC8050(1.2311,Р20)(JC5118)150~4.0 ~32.0 1,140 400 150 ~4.0 ~34.0 1,070 430 30-43 HRC 210 ~3.0 ~21.0 940 260 210 ~3.0 ~23.0 950 300 Серые и 100 ~5.0 ~50.0 1,590 890 100 ~5.0 ~50.0 1,490 960 высокопрочныечугуны (GG,GGG)JC5118150 ~4.0 ~36.0 1,430 700 150 ~4.0 ~38.0 1,340 750 до 300HB 210 ~3.0 ~24.0 1,270 530 210 ~3.0 ~26.0 1,190 570 Нержавеющие 100 ~5.0 ~50.0 1,590 670 100 ~5.0 ~50.0 1,490 720 стали (SUS304) JC8050 150 ~4.0 ~36.0 1,430 500 150 ~4.0 ~38.0 1,340 540 до 255HB 210 ~3.0 ~24.0 1,270 360 210 ~3.0 ~26.0 1,190 380 L = вылет инструмента, Ap = глубина фрезерования, N = частота вращения шпинделя, F = минутная подача Примечание: 1. Режимы резания должны быть скорректированы в зависимости от типа станка и условий обработки. 2. В случае возникновения вибрации необходимо уменьшить глубину резания Ap или частоту вращения шпинделя N, а подачу на зуб fz оставить на прежнем уровне. 3. Если у станка недостаточно мощности, необходимо уменьшить глубину резания Ap или частоту вращения шпинделя N и минутную подачу Vf. 4. Используйте воздушное охлаждение. A-169