Каталог Carmex общий 2021 - страница 23
Навигация
 Каталог Carmex резьбофрезы из твёрдого сплава для обработки закалённых материалов HardCut
Каталог Carmex резьбофрезы из твёрдого сплава для обработки закалённых материалов HardCut Каталог Carmex корпуса резьбофрез для призматических пластин
Каталог Carmex корпуса резьбофрез для призматических пластин Каталог Carmex инструмент для вихревого нарезания резьбы
Каталог Carmex инструмент для вихревого нарезания резьбы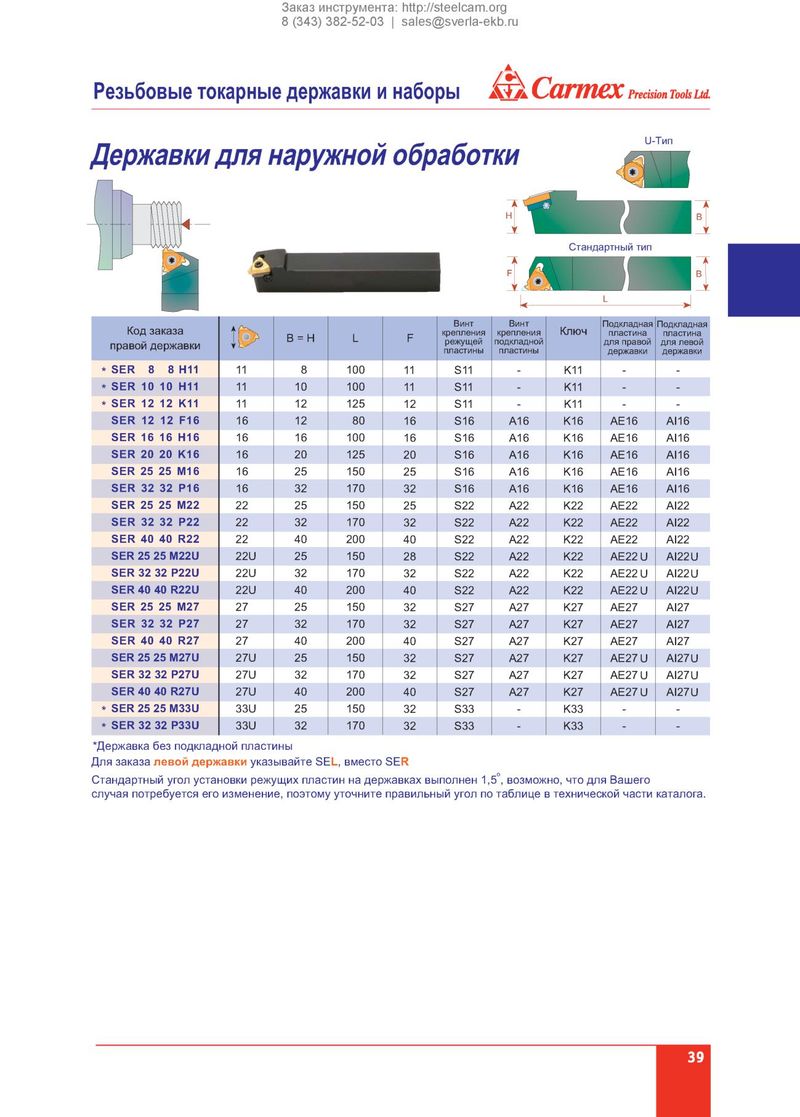 Каталог Carmex державки для наружной обработки
Каталог Carmex державки для наружной обработки Каталог Carmex спиральные резьбофрезы со сменными пластинами
Каталог Carmex спиральные резьбофрезы со сменными пластинами 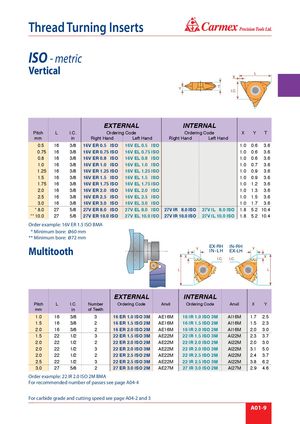
® Thread Turning Inserts ISO - metric Vertical EXTERNAL INTERNAL Pitch L I.C. Ordering Code Ordering Code X Y T mm in Right Hand Left Hand Right Hand Left Hand 0.5 16 3/8 16V ER 0.5 ISO 16V EL 0.5 ISO 1.0 0.6 3.6 0.75 16 3/8 16V ER 0.75 ISO 16V EL 0.75 ISO 1.0 0.6 3.6 0.8 16 3/8 16V ER 0.8 ISO 16V EL 0.8 ISO 1.0 0.6 3.6 1.0 16 3/8 16V ER 1.0 ISO 16V EL 1.0 ISO 1.0 0.7 3.6 1.25 16 3/8 16V ER 1.25 ISO 16V EL 1.25 ISO 1.0 0.9 3.6 1.5 16 3/8 16V ER 1.5 ISO 16V EL 1.5 ISO 1.0 0.9 3.6 1.75 16 3/8 16V ER 1.75 ISO 16V EL 1.75 ISO 1.0 1.2 3.6 2.0 16 3/8 16V ER 2.0 ISO 16V EL 2.0 ISO 1.0 1.3 3.6 2.5 16 3/8 16V ER 2.5 ISO 16V EL 2.5 ISO 1.0 1.5 3.6 3.0 16 3/8 16V ER 3.0 ISO 16V EL 3.0 ISO 1.0 1.7 3.6 * 8.0 27 5/8 27V ER 8.0 ISO 27V EL 8.0 ISO 27V IR 8.0 ISO 27V IL 8.0 ISO 1.8 5.2 10.4 ** 10.0 27 5/8 27V ER 10.0 ISO 27V EL 10.0 ISO 27V IR 10.0 ISO 27V IL 10.0 ISO 1.8 5.2 10.4 Order example: 16V ER 1.5 ISO BMA * Minimum bore: 60 mm ** Minimum bore: 72 mm Multitooth EXTERNAL INTERNAL Pitch L I.C. Number Ordering Code Anvil Ordering Code Anvil X Y mm in of Teeth 1.0 16 3/8 3 16 ER 1.0 ISO 3M AE16M 16 IR 1.0 ISO 3M AI16M 1.7 2.5 1.5 16 3/8 2 16 ER 1.5 ISO 2M AE16M 16 IR 1.5 ISO 2M AI16M 1.5 2.3 2.0 16 3/8 2 16 ER 2.0 ISO 2M AE16M 16 IR 2.0 ISO 2M AI16M 2.0 3.0 1.5 22 1/2 3 22 ER 1.5 ISO 3M AE22M 22 IR 1.5 ISO 3M AI22M 2.3 3.7 2.0 22 1/2 2 22 ER 2.0 ISO 2M AE22M 22 IR 2.0 ISO 2M AI22M 2.0 3.0 2.0 22 1/2 3 22 ER 2.0 ISO 3M AE22M 22 IR 2.0 ISO 3M AI22M 3.1 5.0 2.0 22 1/2 2 22 ER 2.5 ISO 2M AE22M 22 IR 2.5 ISO 2M AI22M 2.4 3.7 2.5 22 1/2 3 22 ER 2.5 ISO 3M AE22M 22 IR 2.5 ISO 3M AI22M 3.8 6.2 3.0 27 5/8 2 27 ER 3.0 ISO 2M AE27M 27 IR 3.0 ISO 2M AI27M 2.9 4.6 Order example: 22 IR 2.0 ISO 2M BMA For recommended number of passes see page A04-4 For carbide grade and cutting speed see page A04-2 and 3 A01-9