Каталог ARNO тиски станочные - страница 6
Навигация
 Каталог ARNO пластины CBN для токарной обработки
Каталог ARNO пластины CBN для токарной обработки Каталог ARNO концевые твердосплавные фрезы AFV
Каталог ARNO концевые твердосплавные фрезы AFV Каталог ARNO фрезерование 2016
Каталог ARNO фрезерование 2016 Каталог ARNO инструмент для токарной обработки 2018
Каталог ARNO инструмент для токарной обработки 2018 Каталог ARNO автоматизированные системы хранения инструмента
Каталог ARNO автоматизированные системы хранения инструмента Каталог ARNO монолитный осевой инструмент
Каталог ARNO монолитный осевой инструмент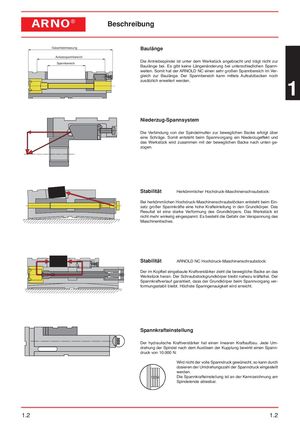
ARNO® Beschreibung Gesamtabmessung Baulänge Aufsatzspannbereich Die Antriebsspindel ist unter dem Werkstück angebracht und trägt nicht zur Spannbereich Baulänge bei. Es gibt keine Längenänderung bei unterschiedlichen Spann- weiten. Somit hat der ARNOLD NC einen sehr großen Spannbereich im Ver- gleich zur Baulänge. Der Spannbereich kann mittels Aufsatzbacken noch zusätzlich erweitert werden. 1 Niederzug-Spannsystem Die Verbindung von der Spindelmutter zur beweglichen Backe erfolgt über eine Schräge. Somit entsteht beim Spannvorgang ein Niederzugeffekt und das Werkstück wird zusammen mit der beweglichen Backe nach unten ge- zogen. Stabilität Herkömmlicher Hochdruck-Maschinenschraubstock: Bei herkömmlichen Hochdruck-Maschinenschraubstöcken entsteht beim Ein- satz großer Spannkräfte eine hohe Krafteinleitung in den Grundkörper. Das Resultat ist eine starke Verformung des Grundkörpers. Das Werkstück ist nicht mehr winkelig eingespannt. Es besteht die Gefahr der Verspannung des Maschinentisches. Stabilität ARNOLD NC Hochdruck-Maschinenschraubstock: Der im Kopfteil eingebaute Kraftverstärker zieht die bewegliche Backe an das Werkstück heran. Der Schraubstockgrundkörper bleibt nahezu kräftefrei. Der Spannkraftverlauf garantiert, dass der Grundkörper beim Spannvorgang ver- formungsstabil bleibt. Höchste Spanngenauigkeit wird erreicht. Spannkrafteinstellung 1234 Der hydraulische Kraftverstärker hat einen linearen Kraftaufbau. Jede Um- drehung der Spindel nach dem Auslösen der Kupplung bewirkt einen Spann- druck von 10.000 N. Wird nicht der volle Spanndruck gewünscht, so kann durch dosieren der Umdrehungszahl der Spanndruck eingestellt werden. 1234 Die Spannkrafteinstellung ist an der Kennzeichnung am Spindelende ablesbar. 1.2 1.2